
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
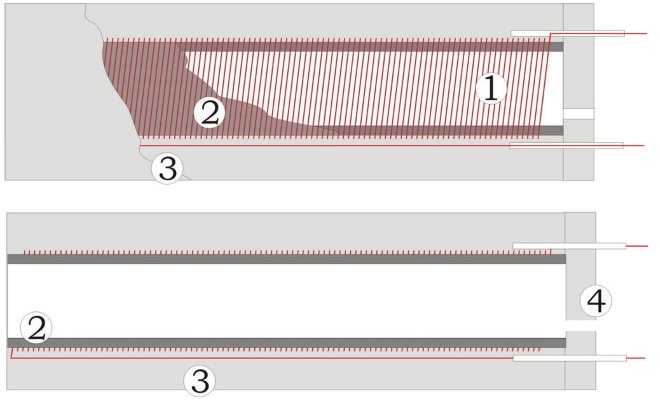
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
https://youtube.com/watch?v=9jQTzpBa8MQ
https://youtube.com/watch?v=AcSiORVnlHo
Технология изготовления пружин и требования к ним
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.
Витые пружины сжатия: особенности конструкции и эксплуатации
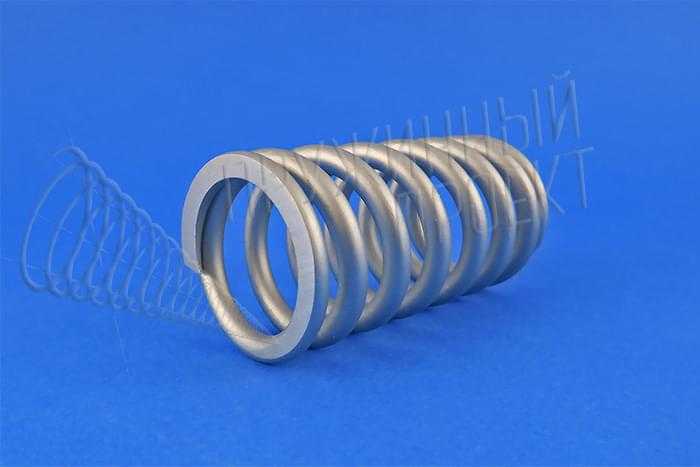
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
— Правильном выборе материала. — Грамотно проведенных расчетах. — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности
Характеристики пружин
Выделяют определенные характеристики пружин, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Основными можно назвать следующее:
- Пружина растяжения встречаются крайне часто. В этом случае сила упругости направлена против удлинения. Особенностью можно назвать то, что между витками в нулевом положении практически нет просветов. Отличительный момент заключается в наличии специальных крючков, за которые проводится зацепление изделие за основание и груз. При диаметре более свыше 4 мм част применяются специальные закладные зацепы, они более прочные, но при этом менее технологичны.
- Устанавливается пружина сжатия. Параметры пружины сжатия во многом связаны с тем, что между витками есть просвет. За счет этого при воздействии витки прижимаются друг к другу.
- Кручение. Этот вариант исполнения характеризуется небольшим углом подъема и незначительным зазором между витками. Внешняя нагрузка передается при помощи специальных зацепов, которые образуются путем отгиба концов.
Кроме этого, при выборе уделяется внимание качеству пружин. Другие подходящие свойства подбираются путем проведения соответствующих расчетов
При рассмотрении основных свойств также следует уделить внимание нижеприведенным параметрам:
- Диаметр проволоки. Практически все виды пружин представлены проволокой, изготовленной с определенного материала, которая накручивается по определенной траектории. При расчетах часто проводится определение среднего диаметра.
- Число рабочих витков. Этот параметр может варьировать в достаточно большом диапазоне.
- Длина изделия. Не стоит забывать о том, что изделие может быть в нормальном состоянии, а также в растяжении или сжатии. Наиболее важным параметром можно назвать длину в нормальном состоянии.
- Частота витков. Зная длину изделия и число витков можно рассчитать показатель шага. Этот параметр позволяет также рассчитать расстояние между отдельными витками.
- Длина рабочей части. Этот показатель также получил весьма широкое распространение. Некоторые виды пружин также обладают специальными крепежными элементами, которые не учитываются.
- Индекс пружины. Она применяется для определения кривизны витков. Этот параметр выбирается в зависимости от диаметра проволоки.
Кроме этого, уделяется внимание и типу применяемого материала при изготовлении проволоки. В большинстве случаев выбирается специальный высокопрочный сплав, который применяется при изготовлении практически всей проволоки
Кроме этого, в зависимости от особенностей конкретного случая используется кремнистая, хромованадиевая, высокоуглеродистая и некоторые другие стали.
Они обходятся намного дороже обычных, но обладают более высокими эксплуатационными характеристиками.
нужен совет:покраска пружины аморта
| Автор | Сообщение |
| defrok |
хочу узнать,чем и как лучше покрасить пружину?будет ли держатся обычный балон?не будет трескатся?
Лучше порошковой покраской.баллон вряд-ли будет держаться. если только Монтаной и совсем тонкий слой. но скорее всего быстро начнет лущиться.
а ты попробуй, потом всем раскажешь.
отправь на покраску владиславу дх вродь стоит 25 гр плюс доставка тада сюда, зато будет как новенькая
может анодировка? краска лущиться будет,скорее всего.
Крась балоном, держится всё нормально я так делал уже. Бери краску на акриловой основе типа «Motip» или «champion color».З.Ы. Кто там оч умный про монтану писал. так вот монтана на железках вобще дерь.мо не ложиться вообще и адгезия печальная, проверенно.А вот Motip ом красил обода даже и всё норм красивенькие.










хоть раз видел в магазине анодированную стальную пружину ?
довожу до твоего ведома! СТАЛЬ НЕ АНОДИРУЕТСЯ. только алю и титан.
балон полущится тупо сходу.
только ПОЛИМЕР. и то качественный надо
Ну вот)) Значит выбрасываешь эту пружину, покупаешь титановую и анодируешь!
сорьте,тупнул маленько, оксидируют/хром. СПАСИБО ГУРУ анодировки ,wittman! ))
та само лутше порошковой покрасить и все
сталь гальванизируется. (анодировка один из подразделов гальванизации).
кстати где то встречал сталь анодированную титаном. хз чо это и как но встречал как-то.
Я тоже так думал, но покрасили другу деко-лаком, и на моё удивление всё отлично держалось
Тож растрескивается
BEHERO, не знаю какой монтаной ты красил, но лично у меня монтана хорошенько держалась на старом байке. если ты уж покрасить нормально неумеешь или краску выбрать какую надо то не надо винить монтану сразу)
по теме, дал бы Владу ДХ на покраску, в общам за 50 грн расходов был бы тебе цвет какой пожелаешь и качество.
у меня в городе есть большое сто,други советуют туда отнести.вот думаю-отправить владиславу или отнести на сто.или вообще не красить,а оставить как есть-пружина нулячая.но так будет не стильно)))рама черная.обода желтые,хотелось бы аморт тож желтым
Источник
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Методика закалки
Проще говоря, технология закаливания представляет собой два действия – нагревание образца до высокой температуры и его охлаждение.
Только не стоит предполагать, что все элементарно, ведь группы металлов отличаются своеобразной структурой и характеристиками.
Термическая обработка металла своими руками оправдана, если:
Цена профессиональной закалки 1 кг составляет 100-200 рублей. А закалка мелких деталей обойдется дешевле. Цена на эту услугу колеблется от 6 до 20 рублей.
Если закаливать оборудование в домашних условиях, то важно знать некоторые тонкости этого процесса. Нагрев требует равномерности, он должен проходить без появления на предмете черных или синих пятен. Ни в коем случае нельзя нагревать образец до крайнего показателя
Ни в коем случае нельзя нагревать образец до крайнего показателя
Нагрев требует равномерности, он должен проходить без появления на предмете черных или синих пятен. Ни в коем случае нельзя нагревать образец до крайнего показателя.








То, что изделие разогревается правильно, подскажет окрашивание его в яркий красный цвет.
Видео:
Для закалки металлического предмета типа сверла подходит такое оборудование, как электропечь или термо печь, а также паяльная лампа и большой костер.
Что более подходит – печь, электропечь или открытый огонь, зависит от того, какой температуры требует обрабатываемый вид металла.
Когда нужно закалить не всю поверхность металлического предмета, а лишь определенное место, применяется струйная закалка. Она предполагает, что струя холодной воды направляется на объект точечно.
Методика охлаждения сверла, отвертки, зубила или обжимки может быть разной. Ее можно осуществить в несколько ступеней, можно разово и резко или постепенно. Все зависит от вида металла.
Если планируется проводить операцию с одним охладителем, то подготавливается специальное оборудование, вроде ведра или бочки. Для этого подойдет даже ванна.
Когда для понижения температуры предмета из металла нужна двухступенчатая схема охлаждения, применяют две разные среды. Это процедура обеспечивает и отпуск металла.
Так, вначале сверла или дисковые детали охлаждают водой, затем – маслом, которое может быть машинным или минеральным.
Охлаждение с помощью масла осуществляется во вторую очередь, так как есть риск его воспламенения из-за высокой температуры.
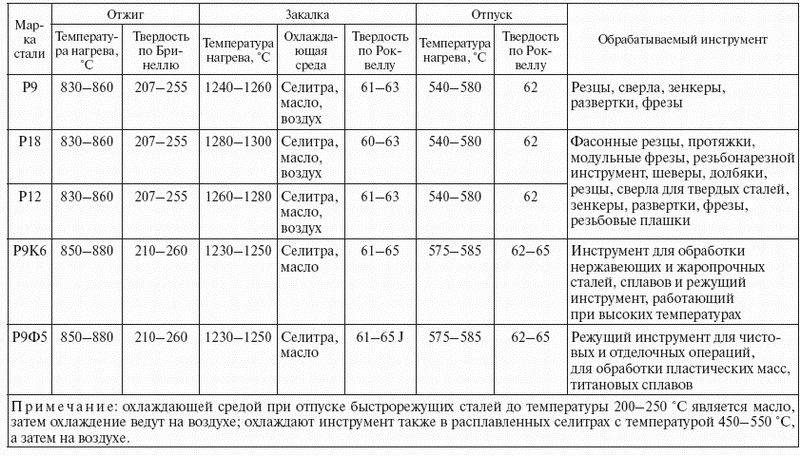
Температурные режимы и другие показатели закалки отражает приведенная ниже таблица.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Для намотки небольшой пружины можно использовать шуруповерт
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку.
Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Вы здесь
Устранение неисправностей спиральных пружин и их замена
Исправные и правильно установленные спиральные пружины расположены так, что все витки лежат в плоскости, перпендикулярной оси, находятся на одном расстоянии, каждая от двух смежных. Если имеется незначительное отклонение от этих требований, пружину можно выправить подгибанием пружинодержателей или самих пружин непосредственно в месте их пайки к пружинодержателям. При значительном повреждении пружину требуется заменить.
При замене подбирают и подгоняют по месту новую пружину, устанавливая правильное соотношение размеров между внутренним и внешним пружинодержателями. Обрезают ножницами внутренний конец пружины так, чтобы при пайке к пружинодержателю ось подвижной системы оказалась в центре внутреннего витка пружины. Наружный и внутренний концы пружины выгибают таким образом, чтобы расстояние от центра до отогнутых концов соответствовало размерам от центра до наружного и внутреннего пружинодержателей.
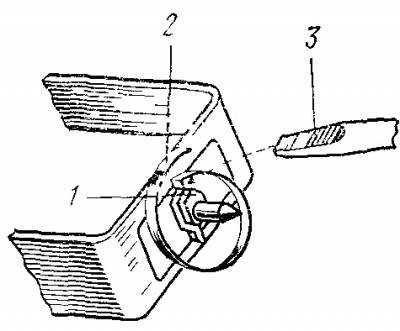
Рисунок 1 – Пайка цилиндрической пружины
После этого приступают к припайке пружины, для чего предварительно зачищают ее концы мелкой крокусной шкуркой, наклеенной на концы пинцета, удерживая другим пинцетом пружину на расстоянии около 5 мм от края. Затем облуживают зачищенные концы пружины оловом или оловянно-свинцовым припоем с большим (50—60%) содержанием олова, протерев перед этим облуживаемые участки тампоном (из кусочка ваты, накрученной на конец спички), увлажненным спиртовым раствором канифоли. Расположив внутренний пружинодержатель 1 горизонтально, навешивают на него пружину 2 внутренним концом (рисунок 1). Пружинодержатель в месте припайки пружины должен быть тоже облужен. Паяльником 3 прогревают снизу пружинодержатель до температуры плавления припоя.
После припайки внутреннего конца пружины производят ее центровку (ось вращения подвижной части реле должна быть в центре моментной пружины). Установив наружный пружинодержатель так, чтобы наружный конец пружины можно было свободно поместить на место припайки, припаивают наружный конец так же, как и внутренний, после чего производят окончательную центровку пружины, проверяя ее при всех положениях поводка уставок реле.
Меню — ДИПЛОМКА
- Главная страница
- Карта сайта
- Чертежи Карты Дипломки
- Материалы для дипломных
- Дипломные от пользователей
- Форум DIPLOMKA.NET
- Полезные ссылки
- Объявления — дипломнику
- Новости сайта
- Список литературы
- Фото для дипломных
- Оставить отзыв
- Обратная связь
Материалы для дипломных работ
- Методические указания
- Введение
- Техническое описание оборудования связи
- Монтаж оборудования связи
- ТО оборудования связи
- Ремонт оборудования связи
- Техническое описание электрооборудования
- Монтаж электрооборудования
- Эксплуатация электрооборудования
- Техническое обслуживание
- Ремонт электрооборудования
- Техника безопасности
Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной. Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.
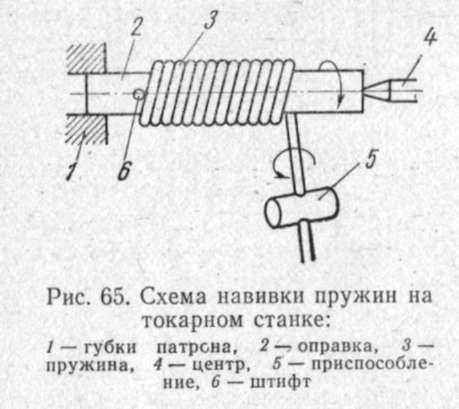
Вид зависит от формы пружины (цилиндрической, бочкообразной или конической). Приспособление для натяжения и направления проволоки представлено в виде двух вращающихся роликов. Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь. В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком. По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.






Технология термической обработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для других, в том числе и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытывают на соответствие технологическим параметрам (растяжение, сжатие, изгиб, кручение). При необходимости или с согласия заказчика выполняется дополнительная обработка (гальваническое, лакокрасочное или другое покрытие).
Где применяется?
Производство пружин бывает холодной и горячей методикой. Для холодной навивки используются специальные пружинонавивочные автоматы и станки. Проволока должна быть из углеродистых сталей, потому что конечная деталь не будет подвергаться закалке. В России холодный метод используется чаще, так как он не такой дорогостоящий и затратный.

Описание процесса.
- Пружинная проволока подготавливается к работе, проверяется на отсутствие дефектов.
- Полотно проволоки продевается через кронштейн в суппорте, а конец закрепляется зажимом на оправе.
- Верхним валом регулируется натяжение.
- Включается наматывающий валик (его скорость зависит от диаметра проволоки).
- Полотно обрезается, когда достигнуто нужное количество витков.
- Последний этап — механическая и термическая обработка готовой детали.

Горячим методом можно изготовить детали только с диаметром сечения от 1 сантиметра. Во время навивки происходит быстрый и равномерный нагрев. Процесс выглядит следующим образом.
- Полотно проволоки, разогретое докрасна, просовывают через фиксатор и закрепляют концы зажимами.
- Верхним валиком задается натяжение.
- Регулируется скорость вращения (также все зависит от диаметра), включается станок.
- После заготовка снимается.
- Далее идет термическая закалка — охлаждение в масляном растворе.
- Механическая обработка готовой детали и нанесение антикоррозийного состава.

Во время горячего способа навивки, разрезание пружины на части не предусматривается, если нужный размер уже достигнут, то есть навивка происходит на полную длину полотна. Уже после этого разрезается на части нужной длины. В данном способе последняя термическая обработка нужна для снятия у детали внутреннего напряжения. Рекомендуется работать с масляным раствором, а не с водой, чтобы во время закалки на стали не пошли трещины.
Как выглядит пружинная проволока, смотрите далее.
чем покрасить пружины?
#1 the_MoulD
Опытный Пользователь
2 837 сообщений
- Пол: Мужчина
- Город: М.О. Одинцово.
- Автомобиль: Celica ZZT231
была тут давным-давно темка такая.. ток чо-то не нашол я ее.. да и ответа там не было насколько я помню..
облетела краска. на танабах. грунт(?) остался. чем покрасить?
1. тупо краской обычной из балона? 2. антигравием — он вроде достаточно эластичный 3. чо-нить специальное эластичное ? 4. почистить и зафигачить в «термоусадку» ! 5. . 6. ..
Опытный Пользователь
2 979 сообщений
#3 the_MoulD
Опытный Пользователь
2 837 сообщений
- Пол: Мужчина
- Город: М.О. Одинцово.
- Автомобиль: Celica ZZT231
Сообщение отредактировал the_MoulD: 20 Апрель 2012 — 12:55
Опытный Пользователь
9 707 сообщений
Категории пружин по конструкции
Один из самых популярных способов деления пружин на виды – с учетом их конструкции. Итак, можно выделить несколько типов изделий.
Винтовые пружины. Всем известный вид пружин, встречающийся практически везде, скажем, в автомобильных подвесках или шариковых ручках. Винтовые пружины бывают цилиндрической формы, с равным диаметром витков, или конической, с переменным диаметром. Конические пружины применяются, скажем, при производстве амортизаторов.
Торсионные пружины. В целом они похожи на винтовые, однако работают на кручение или изгиб. Используется подобный тип изделий в маятниках, в измерительных приборах, в подвесках тяжелых автомобилей. Также с их помощью изготавливаются механизмы открытия ворот, разнообразные противовесы и проч.
Спиральные пружины. Представляют собой плоские пружины из закрученной по спирали ленты. В сжатом (заведенном) состоянии такая пружина имеет запас потенциальной энергии, а потому используется в часах, самописцах и др. механизмах.
Тарельчатые пружины. Продукция их этой категории внешне совсем не напоминает пружины и состоит из нескольких соединенных между собой дисков («тарелок»). Главное преимущество тарельчатых пружин в том, что они слабо деформируются даже при очень больших нагрузках, поэтому их применяют в предохранительных клапанах, тормозных системах разных агрегатов, например, лифтов и ж/д транспорта.
Волновые пружины. Представляют собой изогнутую по синусоиде металлическую ленту, плавно навитую по спирали вокруг оси. Плюс волновых пружин в их компактности, что позволяет уменьшить габариты узла в целом. Используются в механизмах, требующих высокой точности: подшипниках, опорных узлах, трубопроводной арматуре. Могут также заменять тарельчатые пружины.
Газовые пружины. Эти пружины стоят особняком, так как изготавливаются не из проволоки, а состоят из заполненного газом цилиндра и поршня. Применяются в мебельной, автомобильной индустрии для создания подъемных и раскладных механизмов.
Изготовление пружины своими руками
- маркой стали, из которой будет изготавливаться изделие;
- диаметром проволоки;
- количеством навиваемых витков;
- шагом витка.
Самодельное изделие может изготавливаться на оправке и с помощью шуруповерта. Понадобятся еще кусачки, молоток, тиски, источник нагрева (печь, газовая горелка, костер), среда для охлаждения и дополнительные приспособления.
Самый простой способ изготовления – это намотать провод на какой-либо стержень подходящего диаметра вручную. При этом необходимо следить за тем, чтобы витки плотно прилегали друг к другу.
Процесс изготовления пружины с помощью шуруповерта можно посмотреть на видео:
- Проволока должна быть абсолютно ровной. Если изделие изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- Проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- Проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
- При намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.
Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается почти белого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение. Напомним, что быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Термообработка пружины с применением доступных средств показана на видео:



