
Перечень неисправностей КШМ
Наиболее распространенными поломками механизма являются:
- износ и разрушение шатунных и коренных шеек коленвала;
- стачивание, выкрашивание или плавление вкладышей подшипников скольжения;
- загрязнение нагаром сгорания поршневых колец;
- перегрев и поломка колец;
- скопление нагара на поршневом днище приводит к его перегреву и возможному разрушению;
- длительная эксплуатация двигателя с детонационными эффектами вызывает прогорание днища поршня.
Сочетание этих неисправностей со сбоем в системе смазки может вызвать перекос поршней в цилиндрах и заклинивание двигателя. Устранение всех этих поломок связано демонтажом двигателя и его частичной или полной разборкой.
Ремонт занимает много времени и обходится недешево, поэтому лучше выявлять сбои в работе на ранних стадиях и своевременно устранять неполадки.
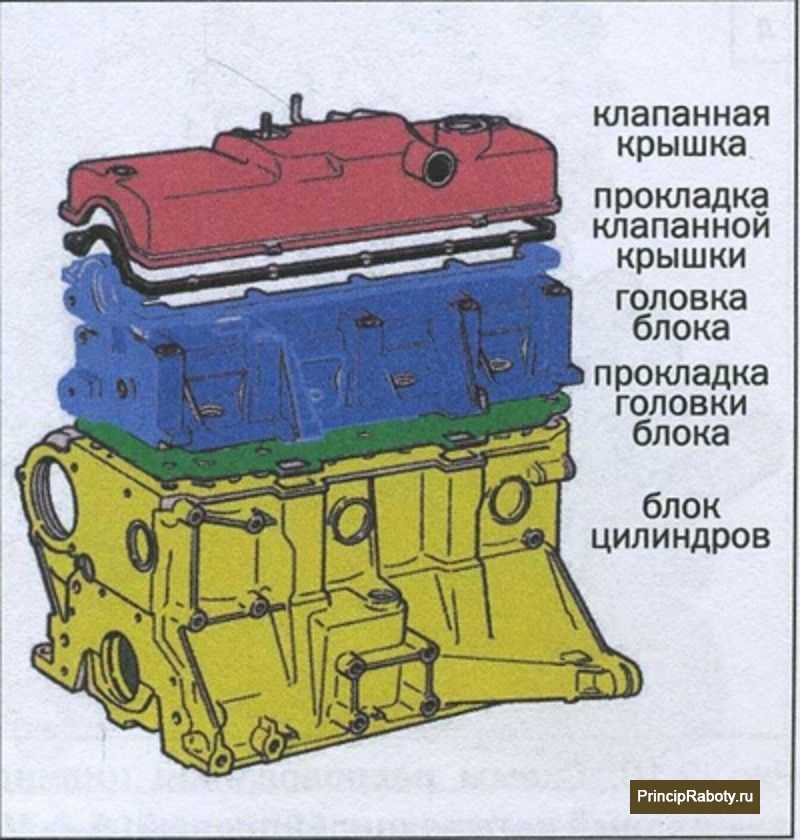
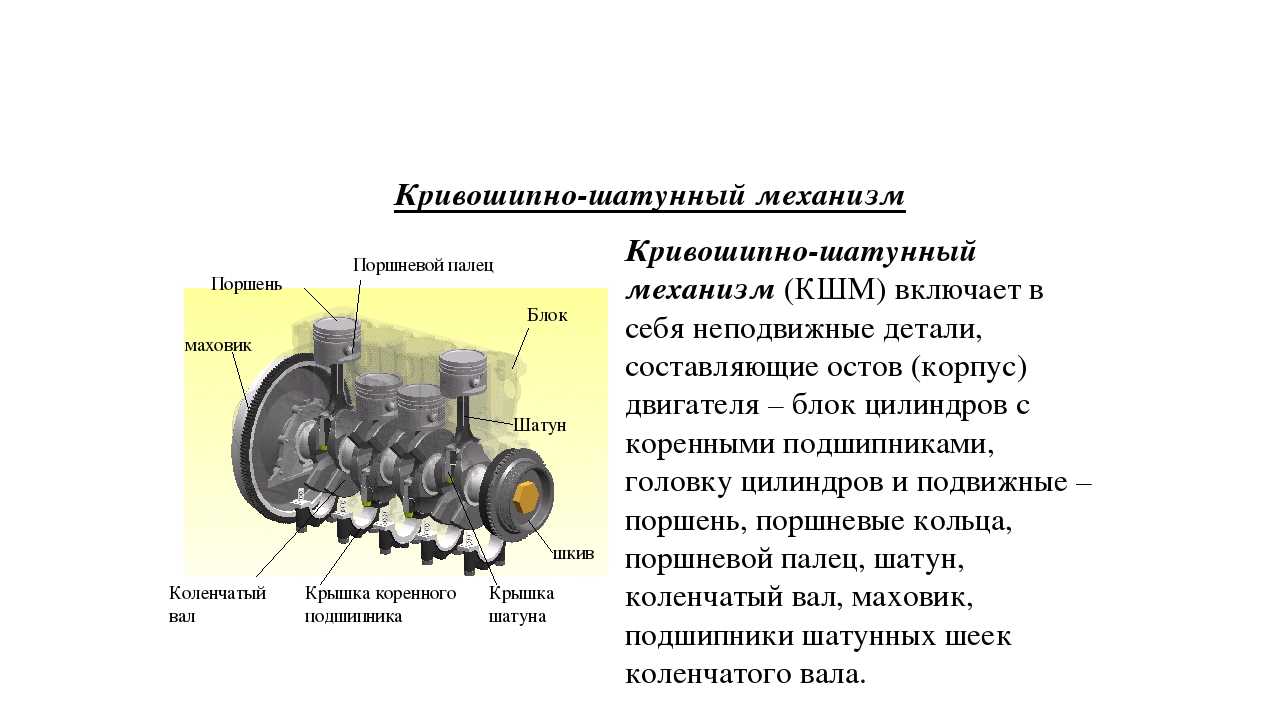
Блок цилиндров
На тщательно обработанную верхнюю плоскость блока цилиндров устанавливают головку блока, которая закрывает цилиндры сверху. В головке над цилиндрами выполнены углубления, образующие камеры сгорания. У двигателей жидкостного охлаждения в теле головки блока предусмотрена рубашка охлаждения, сообщающаяся с рубашкой охлаждения блока цилиндров. При верхнем расположении клапанов в головке имеются гнезда для них, впускные и выпускные каналы, отверстия с резьбой для установки свечей зажигания (у бензиновых двигателей) или форсунок (у дизелей), магистрали смазочной системы, крепежные и другие вспомогательные отверстия. Материалом для головки блока обычно служит алюминиевый сплав или чугун.
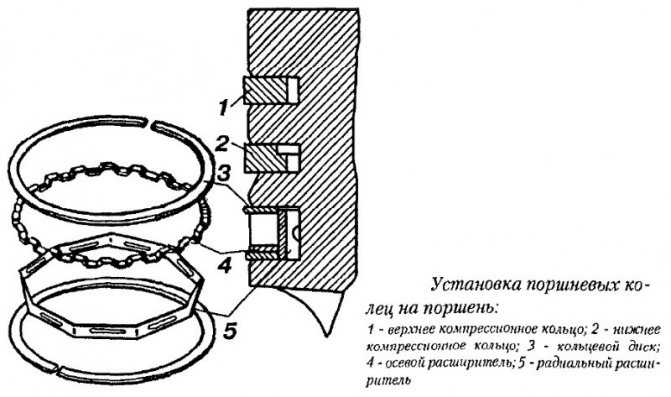
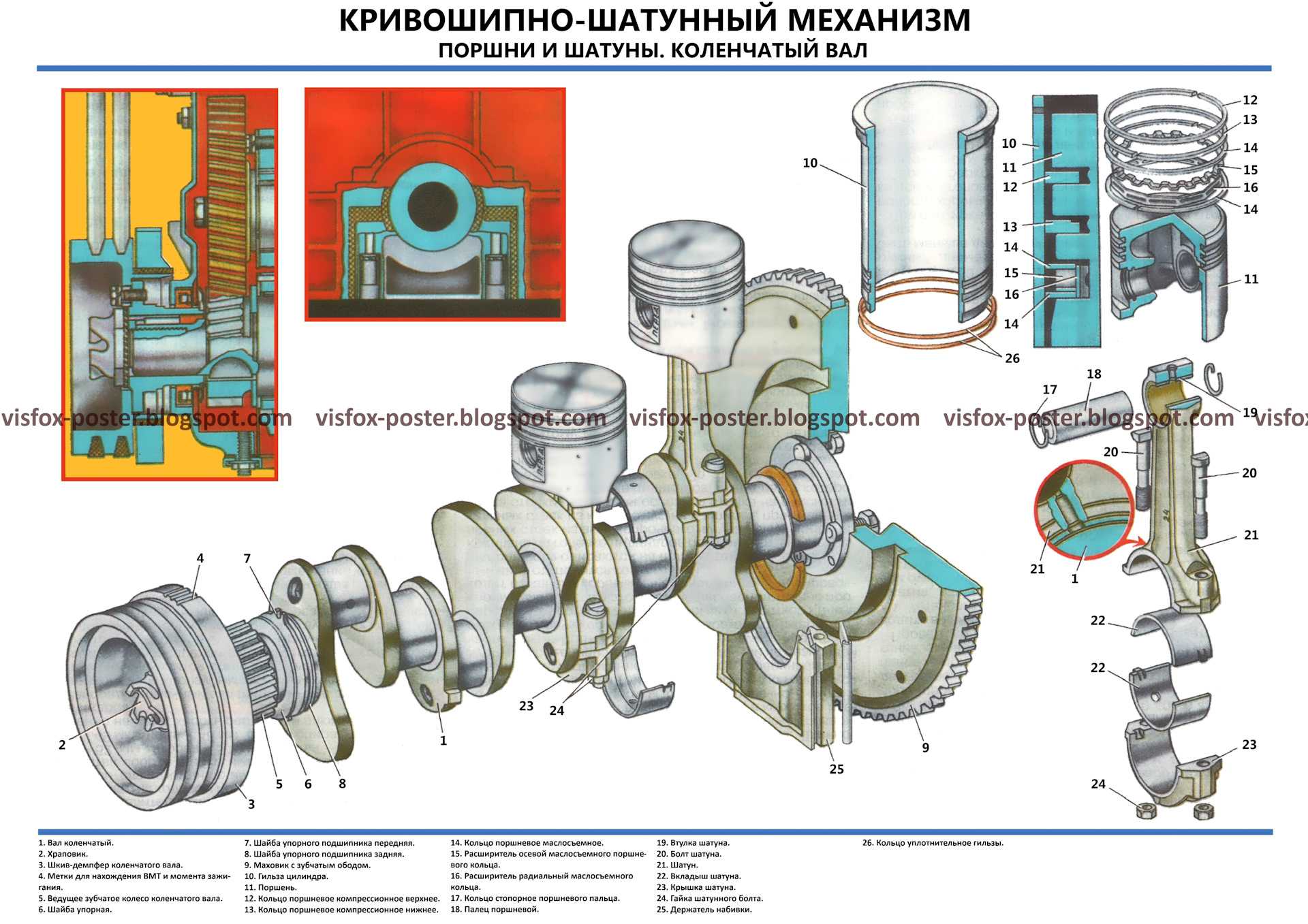
Поршневые кольца
Назначение и устройство поршневых колец обуславливается их ролью в работе кривошипных- устройств. Кольца выполняются плоскими, они имеют разрез шириной в несколько десятых частей миллиметра. Их вставляют в проточенные для них кольцевые углубления на уплотнении.
Кольца выполняют следующие функции:
- Уплотняют зазор между гильзой и стенками поршня.
- Обеспечивают направление движения поршня.
- Охлаждают. Касаясь гильзы, компрессионные кольца отводят избыточное тепло от поршня, оберегая его от перегрева.
- Изолируют рабочую камеру от смазочных материалов в картере. С одной стороны, кольца задерживают капельки масла, разбрызгиваемые в картере ударами противовесов щек коленвала, с другой, пропускают небольшое его количество для смазки стенок цилиндра. За это отвечает нижнее, маслосъемное кольцо.
Смазывать необходимо и соединение поршня с шатуном.
Отсутствие смазки в течение нескольких минут приводит детали цилиндра в негодность. Трущиеся части перегреваются и начинают разрушаться либо заклиниваются. Ремонт в этом случае предстоит сложный и дорогостоящий.
Не движущиеся части КШМ
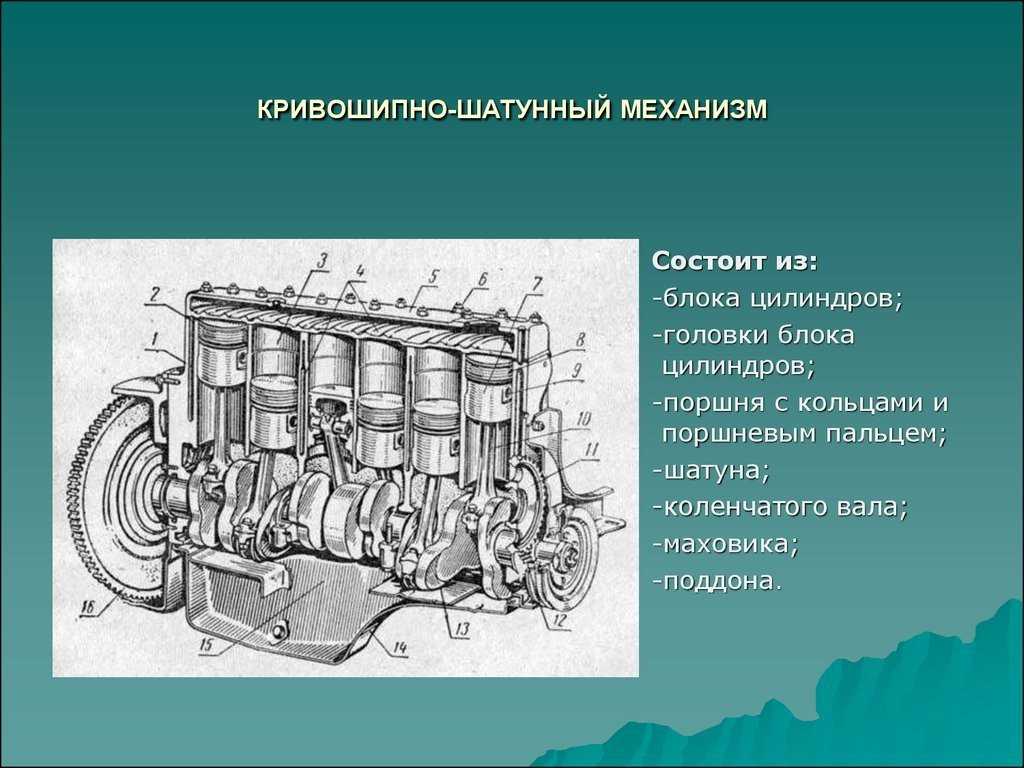
Не движущиеся части КШМ: блок цилиндров, головка блока цилиндров и прокладки между блоками.
Блок цилиндров — базовая деталь КШМ поршневого ДВС. В нем находятся посадочные отверстия для установки коленчатого вала. Он является остовом двигателя, в котором различными способами монтируются остальные его агрегаты и узлы.
Блок цилиндров подвергается большим температурным нагрузкам до 2000 °С. Различные места блока нагреваются по-разному. В результате по-разному деформируются. Что приводит к большим температурным усилиям, которые вкупе с большим давлением (до 11 МПа) создают большие разрывающие усилия. Поэтому изготавливают блоки цилиндров из высокопрочного чугуна и из алюминиевых сплавов.
Наиболее используемым металлом для производства блока цилиндров является чугун, так как он обладает оптимальным соотношением цена-качество. Высокая прочность и низкая стоимость.
Алюминий обладает большим коэффициентом теплового расширения, что создает проблемы. Кроме того, относительно низкие механические качества тоже ограничивают применение его в производстве блока цилиндров.
Внутри блока имеются каналы для подвода масла к трущимся частям. Также делают каналы для жидкости, которая охлаждает блок.
Головка цилиндров является не менее важной деталью. Она также трудится в условиях большого жара — до 2500 ° С
Причем нагрев различных частей неравномерный. С одной стороны, деталь омывается охлаждающей жидкостью, с другой нагревается, что вызывает большие деформации.
Главное требование к головке цилиндров — прочность, достаточная для сопротивления разрывающим силам, противостоящая деформации от механических воздействий и изгибающих температурных напряжений.
Головки цилиндров делают из высокопрочного чугуна, а также из алюминиевого сплава. Выбор металла зависит от типа мотора. Карбюраторные нуждаются в быстром отводе тепла, так как в них сжимается горючая смесь. Поэтому для них головки цилиндров производят их алюминиевого сплава. Дизеля сжимают воздух. Для них головки цилиндров делают из чугуна.
Диагностика КШМ
Перечисленные выше признаки лишь сообщают о неисправности КШМ. Это сигнал о необходимости поехать в автосервис для проведения диагностики опытными мастерами-диагностами. В распоряжении таких мастеров имеется необходимая техническая документация, знание допусков и размеров, современное диагностическое оборудование.
Предварительная диагностика
Первый этап диагностики кривошипно-шатунного механизма заключается в определении стуков и шумов внутри блока цилиндров. Эта технологическая операция необходима, так как ремонт КШМ стоит весьма недешево и надо точно определиться в целесообразности его проведения в рамках капремонта.
Диагностика выполняется с помощью стетоскопа (модификацию выбирает СТО) следующим образом:
- Стетоскопом «прослушивается» блок цилиндров на разных уровнях. Для этого стетоскоп прикладывают к стенкам БЦ в рабочей зоне кривошипных и шатунных подшипников.
- Выполняется прогрев ДВС до температуры охлаждающей жидкости в пределах 75-80 °С.
- Выполняется увеличение числа оборотов в режиме плавно – резко.
- Выполняется прослушивание стуков. Стуки появляются при зазоре ≥ 0,1 мм, услышать такой стук сможет только опытный мастер.

Расскажем о нюансах звучания таких стуков:
- щелкающие стуки возникают на холодном двигателе при ударе поршня о цилиндр;
- при резком возрастании оборотов металлический стук появляется из-за поршневого пальца, в некоторых случаях причиной может быт опережение угла зажигания;
- стуки низкой тональности возникают из-за коренных подшипников;
- более резкие звуки связаны с проблемой шатунных подшипников.
Примечание: подобная предварительная диагностика необходима мастеру, чтобы гарантированно убедиться в целесообразности разборки двигателя и замены расходных материалов.
Измерение суммарных зазоров в сопряжениях
Зазоры в КШМ определяют, например, с помощью установки КИ-13907 и прибора КИ-11140. Снятие картера и запуск двигателя не предусмотрены. Измерение производится в головках шатуна суммарно:



- поршень устанавливается в ВМТ;
- стопориться коленчатый вал с фиксацией на месте форсунки;
- шток зажимается винтом в положении натяга в дно поршня;
- компрессор подсоединяется к штуцеру для создания вакуума -0,06МПа и такого же давления;
- показания индикатора стабилизуются после 2-3 циклов подачи давления/вакуума;
- выполняется настройка индикатора на отметку «0» в надпоршневом пространстве при давлении;
- выполняется подача отрицательного давления.
Примечание: определение среднего значения производят по результатам трижды измеренных суммарных зазоров, затем сравнивают с допустимой нормой эксплуатации, указанной в таблицах.
Определение объема прорывающегося в карте газа
Эксплуатация кривошипно-шатунного механизма двигателя недопустима при обнаружении большого количества прорывающихся в картер газов. Диагностика выполняется, например, прибором КИ-4887-11:
- подключение газорасходомера выполняют в полость картера и к глушителю или вакуумной установке;
- выполняют запуск двигателя в режим «под нагрузкой»;
- количество прорывающихся газов изменяют показания прибора на эту величину в единицу времени.
Расход зависит от степени износа двигателя и может достигать 120 л/мин. Это потребует выполнения дополнительной регулировки расходомера. После отсоединения системы вентилирования картера все отверстия закрывают заглушками или пробками.

Измерение давления масла
Сборка КШМ считается пригодной к дальнейшей эксплуатации при давлении масла, соответствующим норме. Измерения выполняют, например, с помощью прибора КИ-5472 (в состав входят манометр и рукав):
- с маслофильтра удаляют штатный манометр;
- выполняется замена на манометр прибора;
- двигатель запускают и прогревают до температуры 80 °С;
- на холостом ходу фиксируют значение магистрального давления.
Необходимое для проведения диагностики время можно сократить из-за очень простого устройства системы смазки и прибора КИ.
Нормой для двигателей карбюраторного типа считается компрессия в пределах 0,7МПа. Мастер-диагност выполняет измерение компрессии и прогретого двигателя, потому что разница показаний по цилиндрам не должна превышать 0,1 МПа.

Признаки наличия неисправностей в работе КШМ
Для своевременного выявления сбоев и начинающих развиваться негативных процессов в кривошипно- шатунной группе полезно знать из внешних признаков:
- Стуки в двигателе, непривычные звуки при разгоне. Звенящие звуки часто бывают вызваны детонационными явлениями. Неполное сгорание топлива во время рабочего такта и взрывообразное его сгорание на такте выпуска приводят к скоплению нагара на кольцах и днище поршня, к ухудшению условий их охлаждения и разрушению. Необходимо залить качественное топливо и проверит параметры работы системы зажигания на стенде.
- Глухие стуки говорят об износе шеек коленвала. В этом случае следует прекратить эксплуатацию, отшлифовать шейки и заменить вкладыши на более толстые из ремонтного комплекта.
- «Поющий» на высокой звонко ноте звук указывает на возможное начало плавления вкладышей или на нехватку масла при повышении оборотов. Также нужно срочно ехать в сервис.
- Сизые клубы дыма из выхлопного патрубка свидетельствуют о избытке масла в рабочей камере. Следует проверить состояние колец и при необходимости заменить их.
- Падение мощности также может вызываться закоксовыванием колец и снижением компрессии.
При обнаружении этих тревожных симптомов не стоит откладывать визит в сервисный центр. Заклиненный двигатель обойдется намного дороже, и по деньгам, и по затратам времени.
Диагностика неисправностей
Слушаем стуки
Для прослушивания стуков в двигателе используется специальный электронный стетоскоп. Такая диагностика (не путайте с компьютерной диагностикой двигателя) производится на прогретом моторе. Для прослушивания стуков поршневых пальцев наконечник стетоскопа прикладывается к верхней половине цилиндра. Стук пальца бывает резким, металлическим. Он усиливается с увеличением частоты вращения коленчатого вала и исчезает при выключении цилиндра из работы. Прослушивание стуков коренных подшипников осуществляется путем прикладывания наконечника прибора к нижней части блока цилиндров. Стуки шатунных подшипников, в свою очередь, прослушивают через стенку блока цилиндров в тех зонах, которые соответствуют нижнему и верхнему положениям колен вала. Хорошая слышимость (что отнюдь не хорошо для двигателя) стуков деталей КШМ без применения стетоскопа является ярким свидетельством наличия сильно увеличенных зазоров в сопрягаемых деталях, что недопустимо. В этом случае двигатель следует сразу же остановить для дальнейшего устранения неисправностей.
Значение радиального зазора измеряется при помощи специального щупа, представляющего собой пластинку, выполненную из латуни. При этом с подвергаемого проверке подшипника снимается крышка, после чего на его поверхность помещается заблаговременно смазанный моторным маслом щуп, имеющий минимальную толщину. Легкое проворачивание вала «говорит» мастеру-диагносту о том, что величина зазора превышает толщину пластинки. В такой ситуации щуп заменяется на более толстый до тех пор, пока проворачивание вала окажется невозможным. Таким образом, значение зазора в подшипнике принимается равным толщине щупа, при которой вал еще можно провернуть, приложив определенное усилие. Повышенная дымность выхлопных газов, увеличение расхода моторного масла и горючего являются наглядными признаками возросшего износа цилиндров и поршней, выхода из строя либо изнашивания поршневых колец.
Измеряем компрессию
Для того чтобы измерить компрессию в цилиндрах, нужно запустить двигатель и дать прогреться, после чего остановить его, и выкрутить все свечи зажигания. Далее нужно полностью открыть воздушную и дроссельную заслонки. После этого наконечник компрессометра следует поместить в одно из отверстий для свечей зажигания. Затем при помощи стартера проворачивают коленчатый вал примерно на десять-двенадцать оборотов, после чего значение давления измеряется по шкале манометра.
Надавив пальцем на стержень золотника прибора, необходимо выпустить воздух, пока стрелка манометра не займет нулевое положение. Аналогичным образом измеряют компрессию в других цилиндрах двигателя. Значение давления в каждом из цилиндров должно находиться в пределах от 9 до 12 кгс/〖см〗^2. Большое значение имеет разница в показаниях, снятых с разных цилиндров, которая при нормальном функционировании двигателя не должна быть выше 1 кгс/〖см〗^2.
Обслуживание КШМ
Прежде всего, общие советы: «машина любит ласку, чистоту и смазку». Следует вовремя проверять уровень масла, не допускать перегрева двигателя и заправляться только качественным горючим. Серьёзные проблемы с КШМ решаются только в автосервисе. Разумеется, есть автолюбители, которые самостоятельно могут расточить цилиндр до ремонтного размера, но это всё же характерно для не самых новых автомобилей.
В «закоксованных» двигателях можно провести раскоксовку, которая делается как с разбором двигателя, так и при помощи специальных средств – без такового. Однако, подобные манипуляции лучше доверить профессионалам. Соблюдайте сроки ТО.
https://youtube.com/watch?v=l3fgpccONJ4
Область применения
Сегодня храповик как деталь применяется при создании различных промышленных агрегатов с компонентами инженерных конструкций. При этом может обеспечиваться стабильная работа различных небольших элементов инструментов. Этот момент указывает на универсальность применения храповых механизмов.
С точки зрения технической интеграции устройство обходит многие другие варианты исполнения.
Очень часто производители используют храповик в качестве элемента, через который проводится установка рабочих параметров. Примером можно назвать фиксацию шага реза в определенном диапазоне. Кроме этого, установка проводится при непосредственном изготовлении станочного оборудования.
В последнее время установка проводится в станках для круглой шлифовки, устройство обеспечивает радиальную подачу. Встречается механизм в домкратах и различных лебедочных системах, заводных автомобилях и других устройствах.
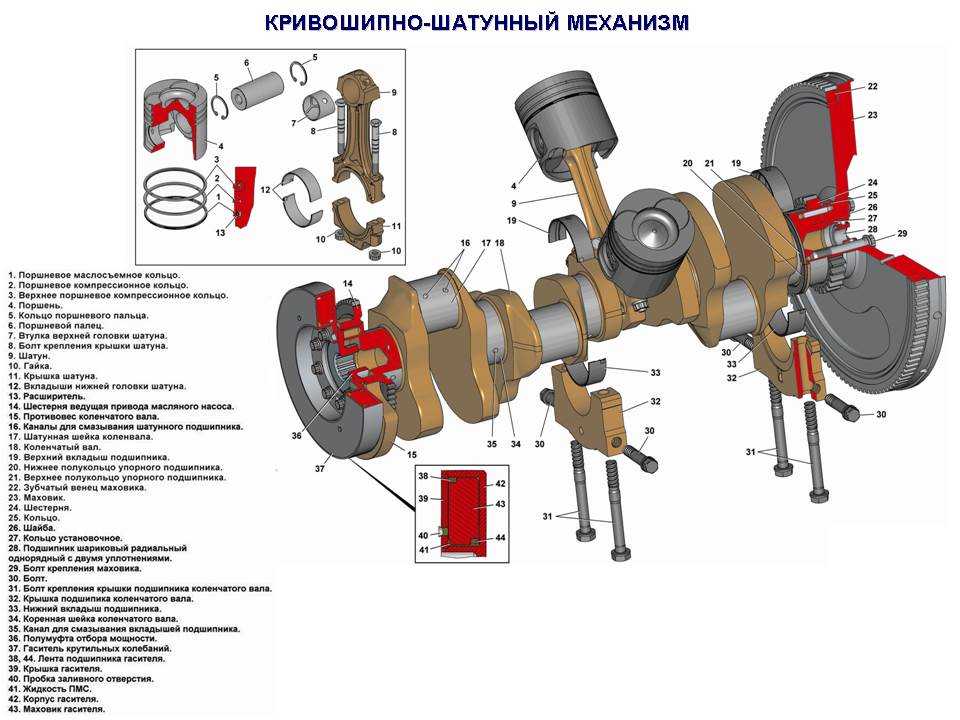
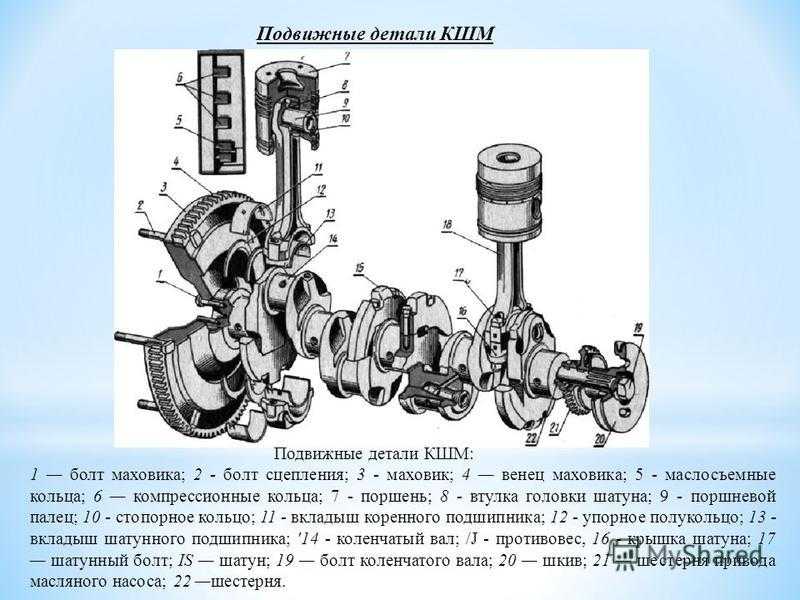
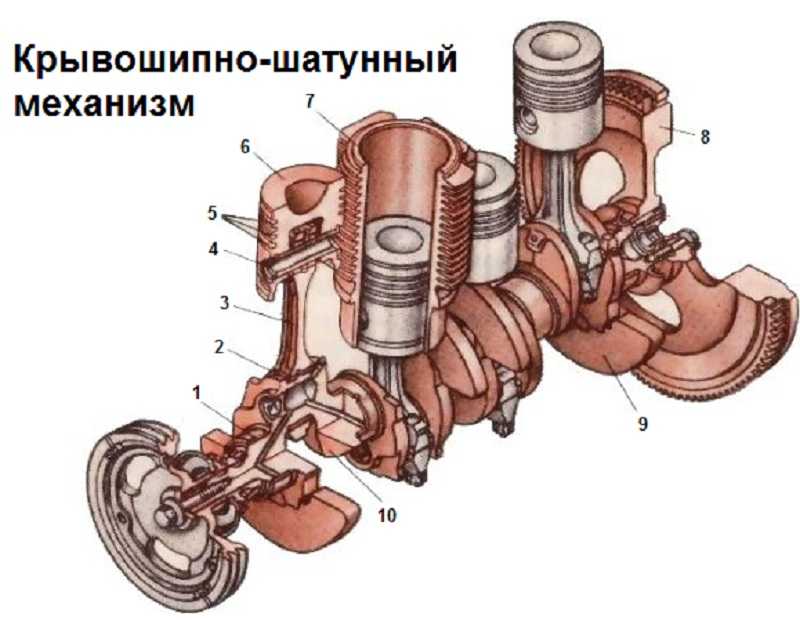
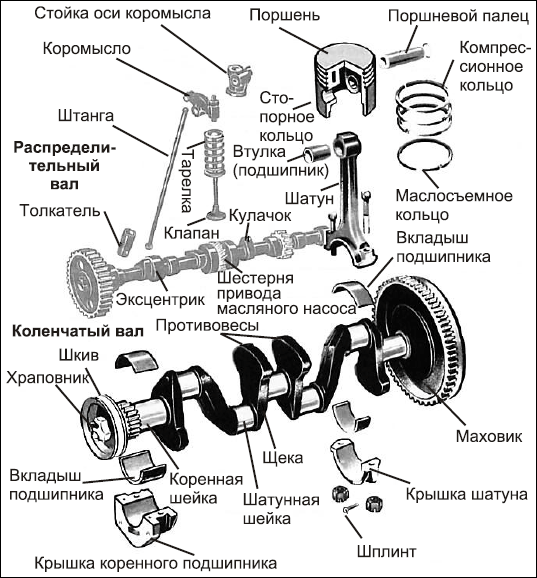
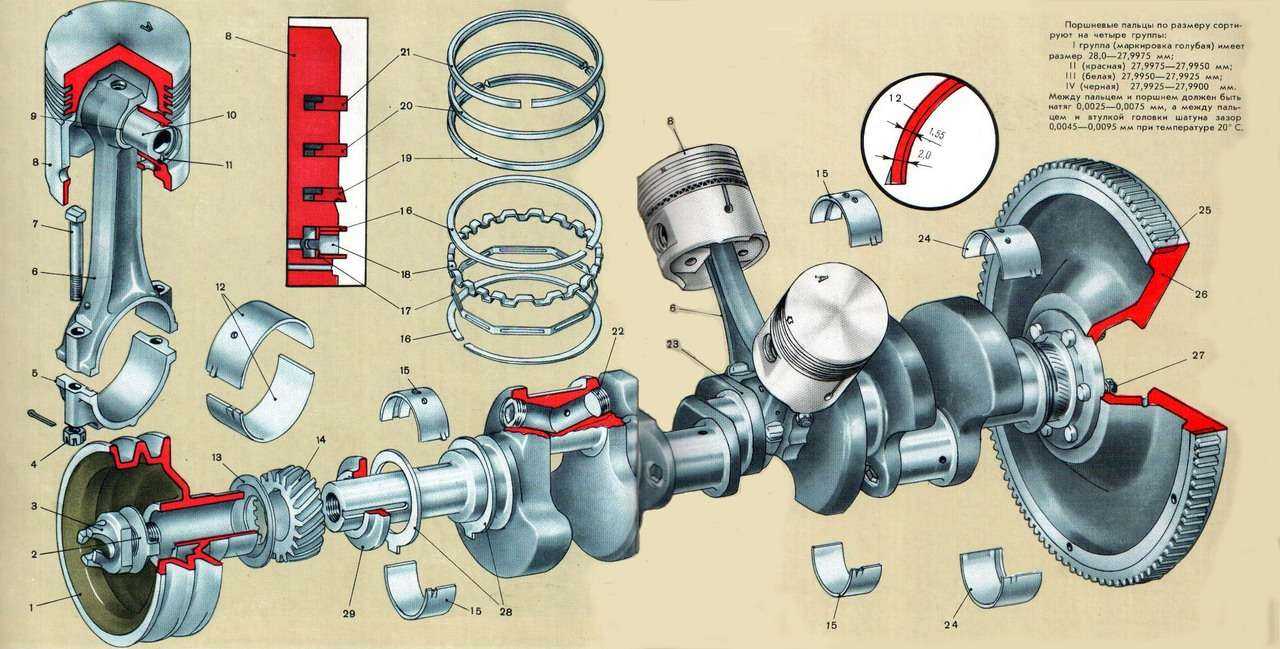
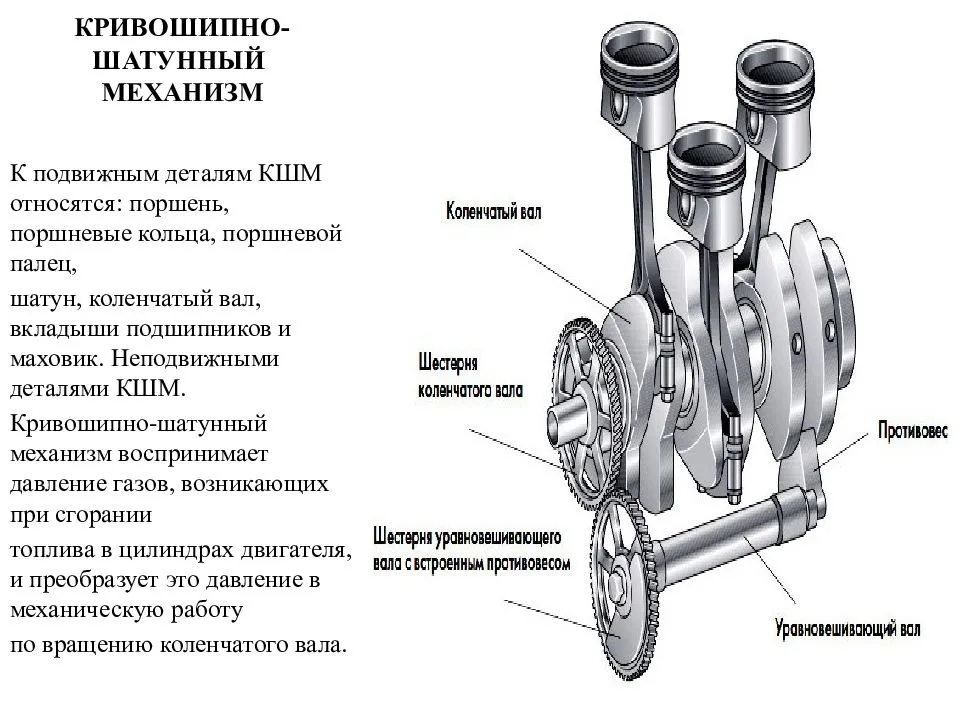
Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.

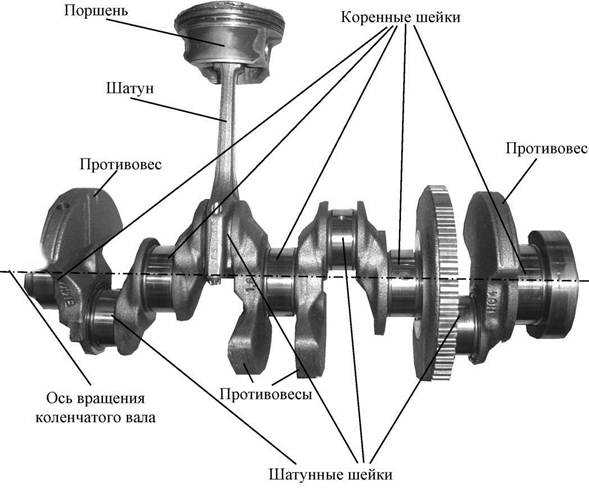
Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.







Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.
Шарнирно-рычажные механизмы
Подобный тип механизма также получил весьма широкое распространение. При этом за его длительный срок эксплуатации было изобретено несколько вариантов исполнения, которые характеризуются своими определенными свойствами. Выделяют следующие виды шарнирно рычажных механизмов:
- С двумя кривошипами.
- Кривошипно-коромысловые.
- Двух коромысловые.
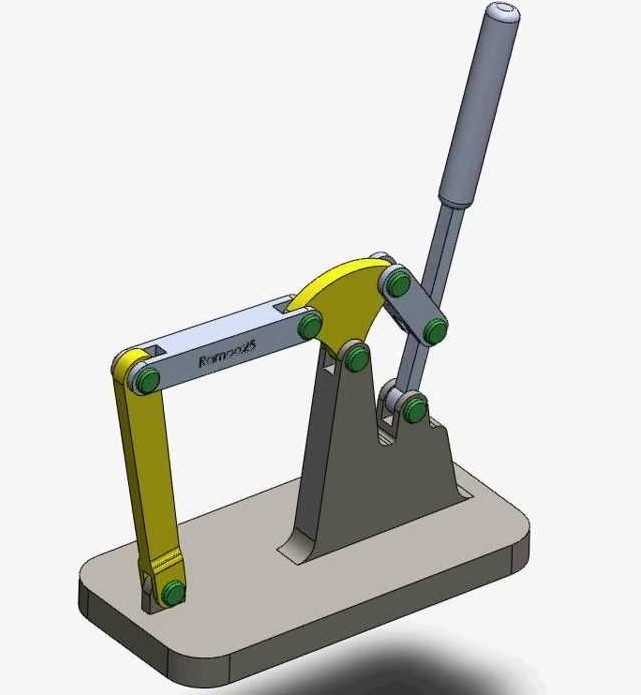
Примером использования варианта исполнения с двумя кривошипами можно назвать перенос тяжелой заготовки с тележки на обрабатывающий станок. Его конструкция характеризуется следующими особенностями:
- В качестве основы применяется две четырехлучевые звездочки, которые фиксируются на валу.
- Также фиксация осуществляется за счет шарнирного соединения с осью и четырьма ложементами. На момент воздействия усилия они создают двухкривошпный механизм, который принимает часть нагрузки.
- Валы фиксируются на подшипниках скольжения, которые расположены в корпусе. При помощи кронштейна они устанавливаются на общей раме, принимающую основную нагрузку.
Именно конструктивные особенности во многом определяют то, где и каким образом может применяться устройство.
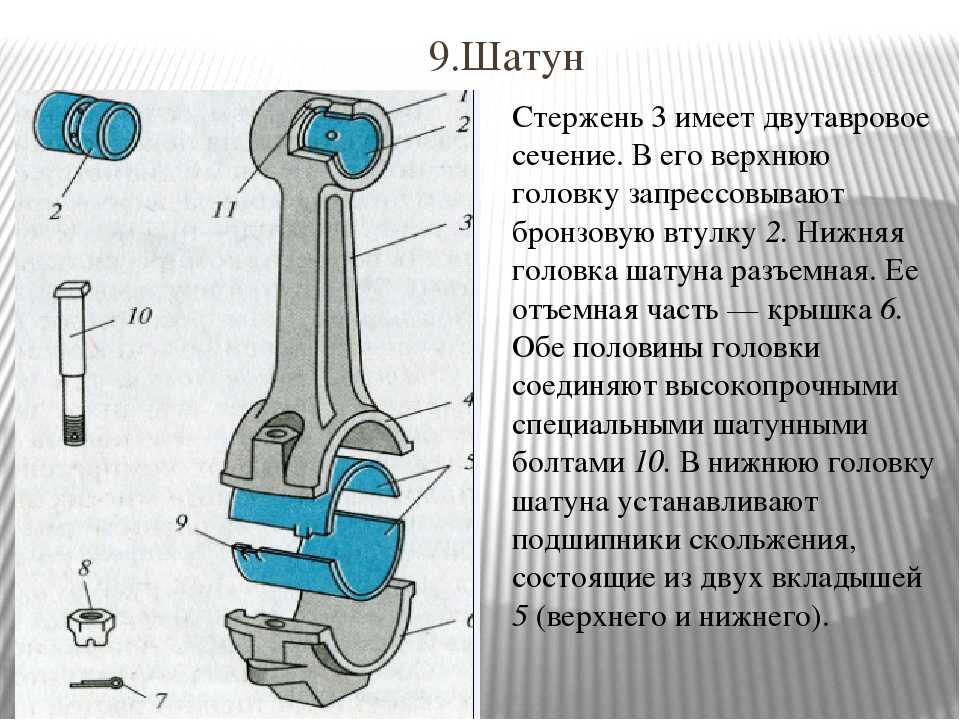
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
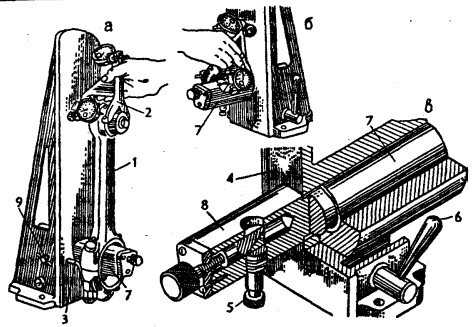
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Перечень неисправностей КШМ
Наиболее распространенными поломками механизма являются:
- износ и разрушение шатунных и коренных шеек коленвала;
- стачивание, выкрашивание или плавление вкладышей подшипников скольжения;
- загрязнение нагаром сгорания поршневых колец;
- перегрев и поломка колец;
- скопление нагара на поршневом днище приводит к его перегреву и возможному разрушению;
- длительная эксплуатация двигателя с детонационными эффектами вызывает прогорание днища поршня.
Сочетание этих неисправностей со сбоем в системе смазки может вызвать перекос поршней в цилиндрах и заклинивание двигателя. Устранение всех этих поломок связано демонтажом двигателя и его частичной или полной разборкой.








Ремонт занимает много времени и обходится недешево, поэтому лучше выявлять сбои в работе на ранних стадиях и своевременно устранять неполадки.
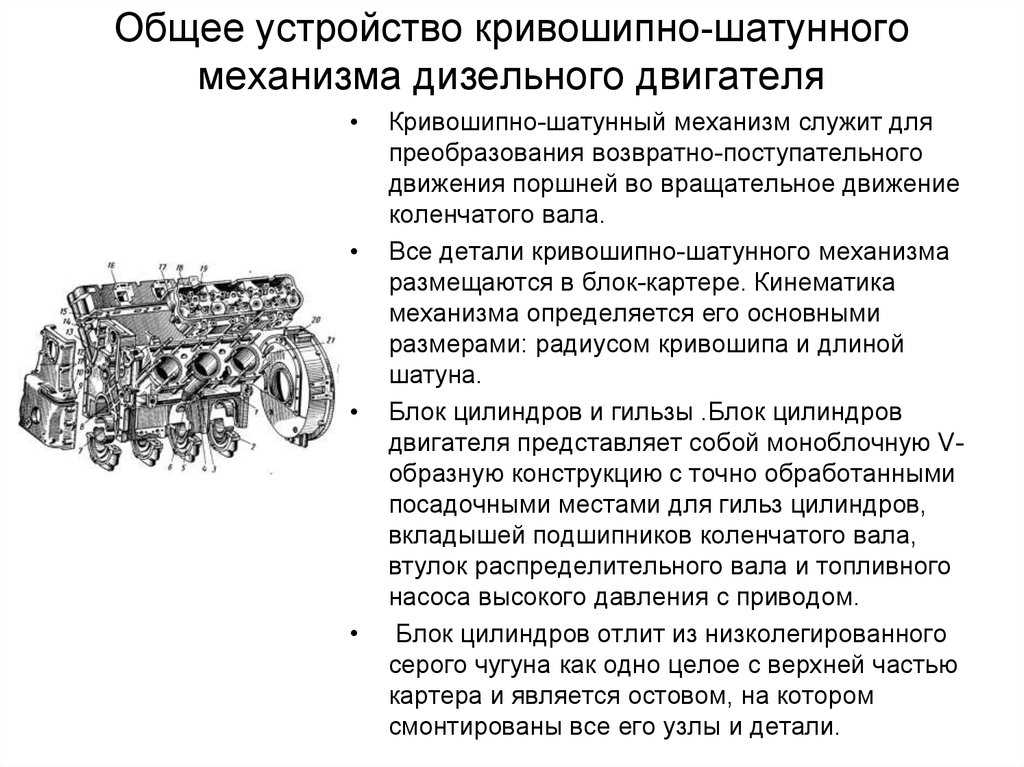
ОСОБЕННОСТИ РАБОТЫ ДВИГАТЕЛЯ. ТАКТЫ
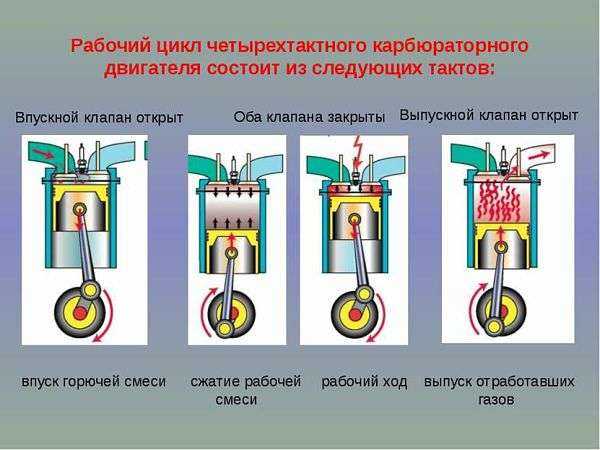
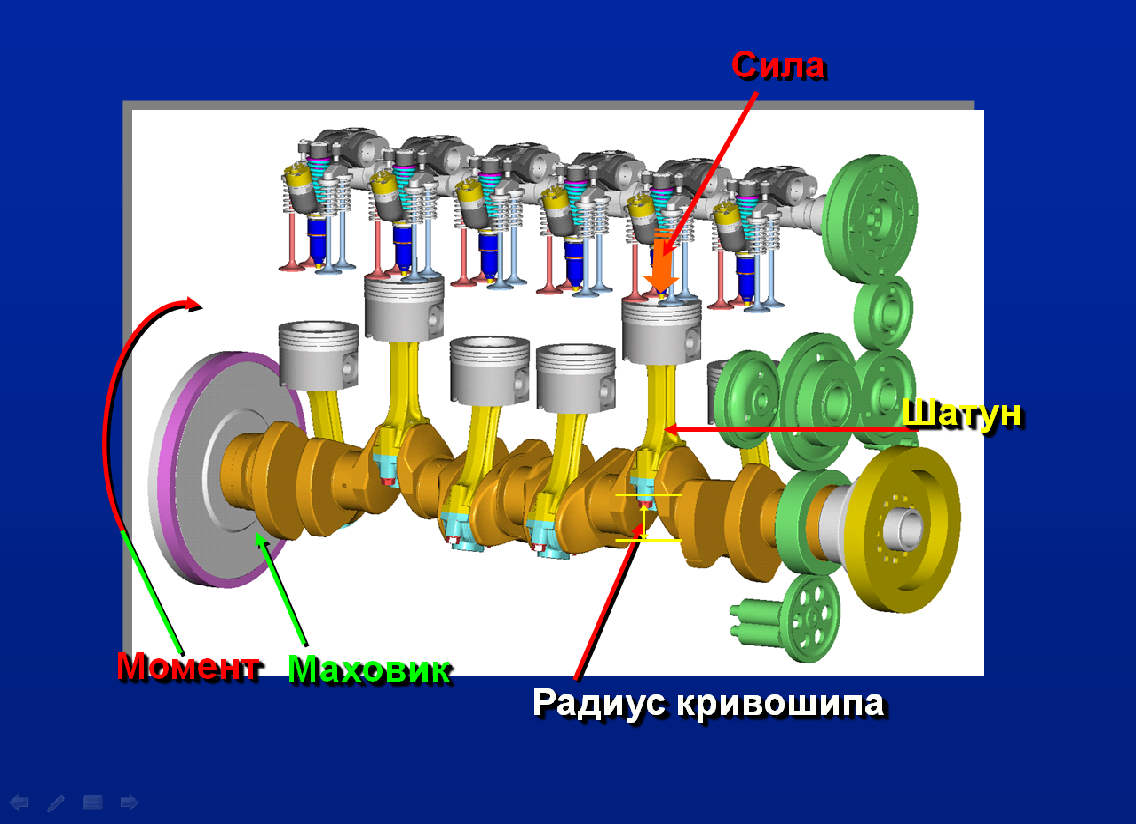
Выше описана упрощенная схема работы КШМ. В действительности чтобы создать необходимые условия для нормального сгорания топливной смеси, требуется выполнение подготовительных этапов – заполнение камеры сгорания компонентами смеси, их сжатие и отвод продуктов горения. Эти этапы получили название «такты мотора» и всего их четыре – впуск, сжатие, рабочий ход, выпуск. Из них только рабочий ход выполняет полезную функцию (именно при нем энергия преобразуется в движение), а остальные такты – подготовительные. При этом выполнение каждого этапа сопровождается проворотом коленвала вокруг оси на 180 градусов.
Конструкторами разработано два типа двигателей – 2-х и 4-тактный. В первом варианте такты совмещены (рабочий ход с выпуском, а впуск – со сжатием), поэтому в таких моторах полный рабочий цикл выполняется за один полный оборот коленвала.
В 4-тактном двигателе каждый такт выполняется по отдельности, поэтому в таких моторах полный рабочий цикл выполняется за два оборота коленчатого вала, и только один полуоборот (на такте «рабочий ход») выполняется за счет выделенной при горении энергии, а остальные 1,5 оборота – благодаря энергии маховика.
Неисправности, возникающие при работе КШМ и их причины
Сбои в работе могут случиться в разных элементах кривошипно-шатунной группы. Сложность конструкции и сочетания параметров шатунных механизмов двигателей заставляет особенно внимательно относить к их расчету, изготовлению и эксплуатации.
Наиболее часто к неполадкам приводит несоблюдение режимов работы и технического обслуживания мотора. Некачественная смазка, засорение каналов подачи масла, несвоевременная замена или пополнение запаса масла в картере до установленного уровня- все эти причины приводят к повышенному трению, перегреву деталей, появлению на их рабочих поверхностях задиров, потертостей и царапин. При каждой замене масла обязательно следует менять масляный фильтр. В соответствии с регламентом обслуживания также нужно менять топливные и воздушные фильтры.
Нарушение работы системы охлаждения также вызывает термические деформации деталей вплоть до их заклинивания или разрушения. Особенно чувствительны к качеству смазки дизельные моторы.

Неполадки в системе зажигания также могут привести к появлению нагара на поршне и п\его кольцах Закоксовывание колец вызывает снижение компрессии и повреждение стенок цилиндра.
Бывает также, что причиной поломки становятся некачественные либо поддельные детали или материалы, примененные при техническом обслуживании. Лучше приобретать их у официальных дилеров или в проверенных магазинах, заботящихся о своей репутации.



