
Как происходит процесс растачивания
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».

Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.

Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.

И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
Тюнинг салона ВАЗ 2112
Если хозяин авто имеет творческое мышление, тюнинг салона и приборной панели ВАЗ 2112 и является огромным плацдармом для разнообразных творческих идей.
Поэтому, нужно поэкспериментировать с обтяжкой кресел, продумать их дизайн и цвет
Также, следует уделить внимание дверным ручкам и другим автомобильным элементам (рычаг КПП, кнопки закрывания дверей)
Их можно модернизировать, заменив в них вставки, которые приобретаются на рынке (в основном предлагаются парами) или либо самостоятельно изготовить. Для этого понадобиться обзавестись кожей нужного цвета и использовать клей «Момент». Не нужно забывать, что в процессе тюнинга салона, можно заменить всякие мелочи, например кнопку аварийного сигнала, кнопки выключения/включения печки.
Модернизация панели приборов
В автомагазинах, также, можно отыскать разнообразные «вставки в щиток приборов». От них изменится цвет подсветки, а также оформление приборов. Саму подсветку тоже можно усовершенствовать, заменив лампы светодиодами повышенной яркости голубого цвета.
Выполняя тюнинг панели приборов в ВАЗ 2112, а именно, монтируя новый светодиод необходимо:
Отпилить верхнюю часть светодиода (в ней располагается линза, фокусирующая луч)
Выполнять это нужно крайне осторожно, чтобы не повредить светоэлемент;
После, аккуратно извлечь пассатижами светодиод из цоколя. Светодиоды присоединяются в отверстия под патрон, соблюдая полярность;
Убедившись в работоспособности новых светодиодов, следует установить на место ЖКИ.
Стрелки в обязательном порядке, с нижнего торца, нужно очистить от красной краски, т.к. если попадет на них свет, они станут едва заметны.
Будет лучше, если нижний торец окрасить в белый цвет. К установке всех элементов практичней будет приступить с корпуса самих приборов, основной платы, светодиода и крышки корпуса.
Завершая процесс, наклеиваем вставку. На такой тюнинг приборной панели ВАЗ 2112 потребуется примерно 4 часа.
Инструкция по тюнингу ГБЦ
Наиболее эффективным методом повышения мощности мотора с поршнем считается тюнинг ГБЦ.
Для проведения тюнинга ГБЦ своими руками понадобится следующий набор инструментов:
- Фрез шаровой, который полностью будет подходить диаметру самой расточки;
- Бумага наждачного типа;
- Строительная дрель;
- Специальные шарошки;
- Штангенциркуль;
- Рабочий шланг небольшого диаметра.
При смещении полки вращательного элемента в наиболее высокие оборотные каналы можно получить нормальное повышение мощности, которое будет пропорционально росту полных оборотов. Вращательный элемент функционирует на основе 2-х базовых факторов – объёма работы, а также коэффициента заполнения цилиндров. В случае если объём рабочей силы был уже повышен до предельного уровня, то придётся разбираться с особенностями наполнения. Здесь придётся воспользоваться спортивными распредвалами, которые имеют увеличенные клапанные подъёмы, а также расширенными этапами входа и выхода.
Следующим этапом тюнинга ГБЦ является стыковка основных коллекторов. Прежде всего, необходимо ликвидировать «лесенки», образующие в канальном отверстии различные завихрения, что становится в результате причиной неправильных стыковок и торможения основного потока. В процессе удаления дефектов нужно также доработать прокладки, активируемые коллектором. Перед тем как удалить участки нестыковок, рекомендуется осуществить стыковку коллектора и штифтов. Это нужно сделать, потому что коллекторное крепление на многих двигателях может вызвать определённое смещение ГБЦ и плоскостей. Два штифта нужно будет разместить с обоих краёв коллектора. Далее находим участок, где можно просверлить отверстие и вставить штифт. На него сажается коллектор, и работа принимает готовый вид.
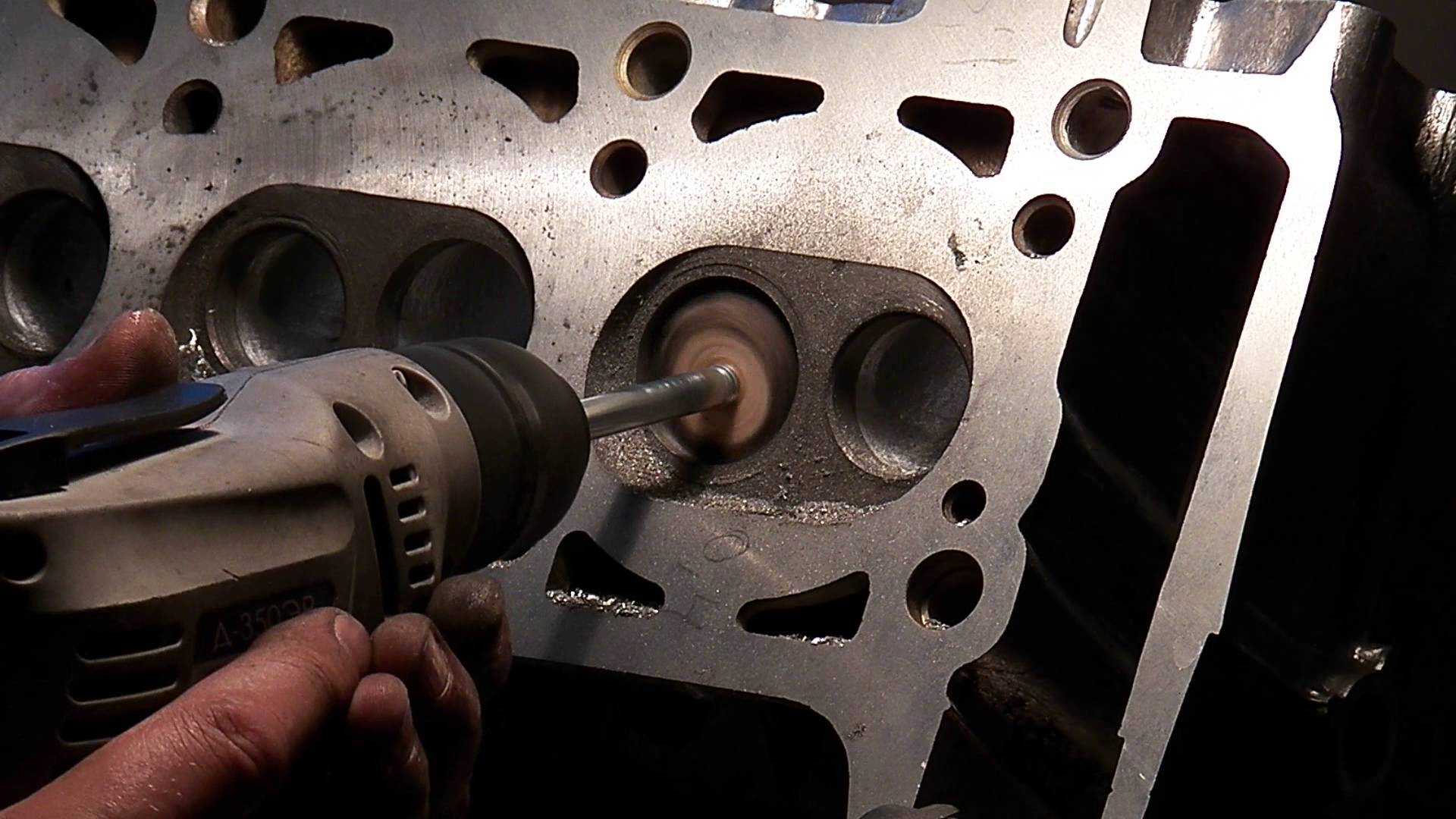
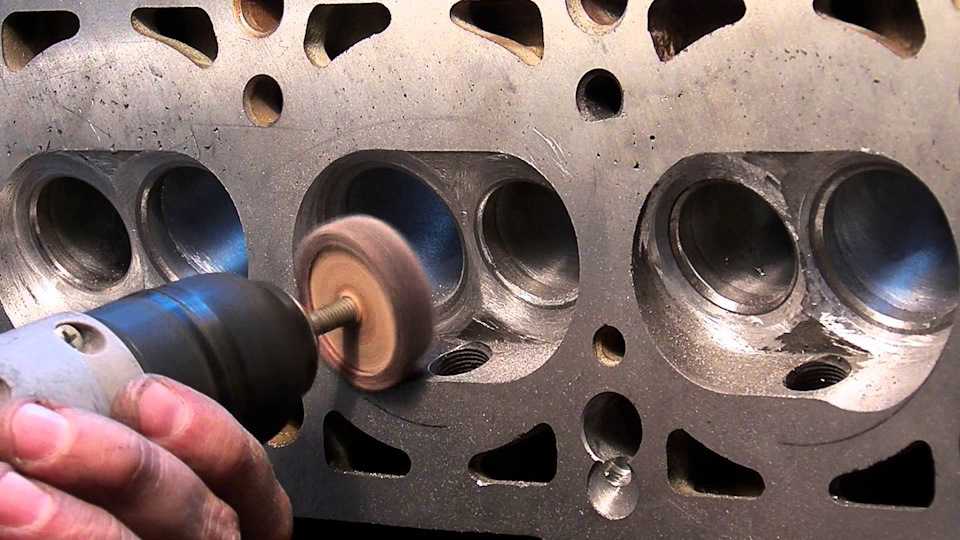
Потом в дело идут фрезы шаровые. Ими обрабатываются каналы. Нужно достичь того, чтобы канальный изгиб приобрел наиболее плавную форму. У поверхности должна присутствовать некоторая шероховатость, потому как это положительным образом оказывает влияние на то, как быстро испаряется бензин с поверхности канальных стенок. Элементы втулок направляющего типа тоже должны подвергаться тюнингу, чтобы снизить частоту помех, которые они создают. Втулки обычно стачиваются, чтобы снизить ресурс на моторах форсированного типа. Для сёдел и клапанов снижается вес, а также увеличивается способность пропускного типа. Для нормальной работы отсека сгорания улучшается наполнение основного цилиндра и предотвращается возможность детонации.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.

Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Самостоятельная расточка впускных и выпускных каналов ГБЦ ВАЗ 2109 на 8 клапанов: ход и нюансы процесса
К сведению. Хорошо считать задающий коллектором контур помогут отпечатки от нанесенного на торец «головы» солидола или пластилина.

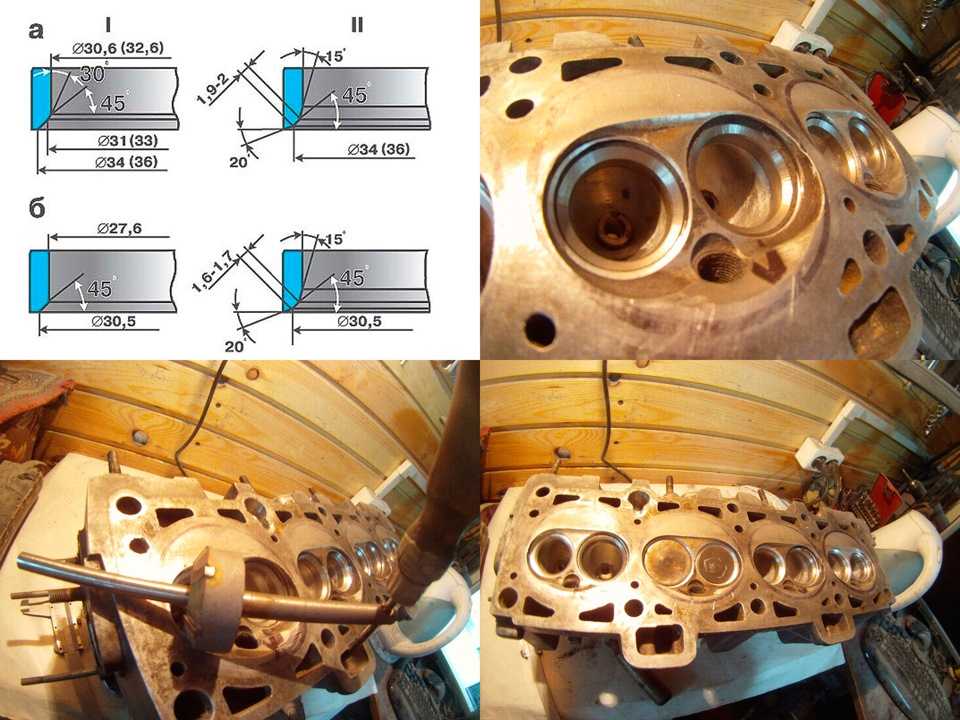





Размеры, достигаемые в процессе расточки каналов ГБЦ двигателя на 8 клапанов, таковы:
Последовательность обработки тракта в головке блока следующая:
- фрезеровать со стороны коллектора до втулки под клапан;
- фрезеровать со стороны камеры сгорания (седла под новые клапана уже должны быть установлены или развернуты родные);
- доработка геометрии шарошками различных конфигураций;
- шлифовка выпускных магистралей.
Перед выполнением операции следует обратить внимание на нюансы:
доводку впускных каналов наждачной бумагой производить не требуется: изъяны поверхности способствуют осаждению капель бензина и последующему его испарению; при обработке впускной магистрали четвертого цилиндра неизбежно будет вскрыт канал маслосистемы, в который необходимо будет установить специально выточенную втулку; при доработке следует с особой осторожностью относиться к увеличению диаметра канала (превышать рекомендуемые 32 и 29 мм категорически не рекомендуется): высок риск вскрытия рядом проходящей рубашки охлаждения, что приведет к невозможности дальнейшей эксплуатации тюнингуемой «головы». Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка
С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке
Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка. С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке.
Источник
Шлифовка ГБЦ: зачем, когда и кому необходима?
Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку.
Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации.
Лада 2109 8V на Dell’Orto DHLA 40 › Бортжурнал › Фрезерование плоскости ГБЦ
Однако, есть пластины этого типа со стружколомающей канавкой-это значительно улучшит качество поверхности!Фреза D125мм, с пластинами PNUM со стружколомомПластины крупным планом, запоминайте)))Качество поверхности не очень.
Фреза с тремя пластинами без стружколома.Эта же ГБЦ после легкой доводки наждачкой зернистостью 800-1200…Параметр шероховатости Ra 3,2 получить можно) Можно получить шероховатость Ra 3,2++, если убрать 6 из 8 клиньев с пластинами. Остаётся только 2 пластины и получается некая фреза-летучка.
В этом случае подача должна быть меньше, а обороты фрезы наоборот больше, чем у фрезы со всеми 8-ю пластинами.Некая резцовая головка-летучка…Выбор сплавов для этих пластин совсем невелик, чаще попадаются Т5К10 и Т15К6… Предпочтителен последний вариант.Несколько реже попадаются фрезы с механическим креплением четырёхгранных пластин по этому же ГОСТу.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.

Расточка блока «под зеркало»

Это один из видов расточки, который является наиболее популярным. Во-первых, эта процедура простая и не требует значительных затрат времени. Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Обязательно нужно заменять поршни с диаметром, равным тому, который будет у гильзы после расточки. На поршнях устанавливаются кольца. Их диаметр тоже должен быть иным. Все эти новые размеры называются «ремонтные». Текущий номер запчасти можно узнать, посмотрев на ее корпус. Например, на блоке двигателя он наносится, а также он есть на поршнях. Ремонт может затянуться на неопределенное время, да и все его этапы сделать самостоятельно не получится, придется обращаться к специалистам.
Тюнинг экстерьера
Выполняя тюнинг ВАЗ 2112, следует, также, уделить максимум внимания экстерьеру автомобиля. Ниже будут рассмотрены самые популярные варианты тюнинга экстерьера ВАЗ 2112.
Новые бампера
В России апгрейд с использованием бамперов практикуется уже свыше 10 лет. На данный момент создано огромное количество СТО и мастерских, которые занимаются разработкой, поставкой и установкой обвесов из пластика. Благодаря новому, модернизированному аэродинамическому бамперу, можно не только обновить экстерьер ВАЗ 2112, но и улучшить параметры сопротивления воздуха.
Однако автолюбители, решившие выполнить тюнинг бампера ВАЗ 2112, должны знать, что массивный усовершенствованный бампер значительно ограничивает проходимость автомобиля.
То есть, с поездками в лес или на природу можно попрощаться
Да и в городе существует риск, во время парковки задеть бордюр, поэтому к габаритам нового бампера и других обвесов следует отнестись с осторожностью. Помните, чем ниже будет бампер, тем меньше будет дорожный просвет вашего автомобиля
Новая оптика
Все больше автолюбителей, в последнее время, стали устанавливать специальные альтернативные фары. Тюнинг оптики ВАЗ 2112 таким путем значительно увеличивает дистанцию свечения ламп.
Сейчас в магазинах можно встретить альтернативную иллюминацию, как на передние фары, так и на задние стоп – сигналы. Ассортимент иногда просто поражает – автолюбителям дается возможность подобрать любую оптику по своему вкусу и карману. Тюнинг ВАЗ 2112 с помощью альтернативных фар существенно улучшит внешний облик авто, и не лишит его при этом других позитивных качеств.
Также украсит экстерьер необычная радиаторная решетка. Наиболее впечатляюще выглядит решетка с алюминиевыми сотами. Также, для более интенсивной подачи воздуха в отсек двигателя, в центре крышки капота делаются, так называемые жабры. Они сделают экстерьер автомобиля более агрессивным, серьезным, спортивным, а также предотвратят возможный перегрев мотора.
«Реснички на фары»
Также является излюбленным вариантом тюнинга экстерьера ВАЗ 2112. «Реснички» просты в монтаже и нетребовательны в уходе. Как дает понять практика, экстерьер фар значительно меняется, когда на них наложен данный пластиковый элемент. Увидев в реальности такие «реснички», вы сразу поймете, насколько результативным может быть эта деталь. А цена ее в 6 раз меньше по сравнению с комплектом альтернативной оптики.
Где, как и у кого заказать
Для получения качественной расточки цилиндров двигателя и желаемого эффекта от этой процедуры следует обращаться в специализированный сервис. Опытный мастер моторист определит неполадки, проведет необходимые замеры, сделает расточку. Специалисты рекомендуют доверять свой двигатель только профессиональным станкам и измерительному оборудованию.
Да, существует соблазн залезть во «внутренности» подкапотного пространства самому, либо обратиться к кустарному мастеру, только вот шансы навредить своему железному любимцу от таких действий резко возрастают. Полный комплекс расточки занимает от одних до пяти суток, поэтому записывайтесь к выбранному специалисту заранее по телефону и договаривайтесь о встрече.
Шлифовка головки блока цилиндров двигателя своими руками — Как отремонтировать ВАЗ

Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно , настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.






Когда нужна шлифовка ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ.
Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели .
Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.

Шлифуем ГБЦ в гаражных условиях. ПОВТОРЯТЬ ОПАСНО
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
Шлифовка головки блока цилиндров
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Удачи вам при проведении операции по шлифовке головки блока цилиндров.
Технические характеристики доработанных ГБЦ.
ГБЦ 8V (передний привод)
- Диаметр впускных каналов головки блока цилиндров 32 мм.
- Диаметр выпускных каналов головки блока цилиндров 29 мм.
- Диаметр впускных клапанов 37 мм.
- Диаметр выпускных клапанов 31,5 мм.
- Клапаны доработанные.
- Диаметр стеблей клапанов 8 мм.
- Верхние клапанные тарелки стандартные (возможно доработанные под роспуск пружин; титановые).
- Материал направляющих втулок клапанов: легированный чугун.
- Длина направляющих втулок клапанов больше стандартной.
- Пружины клапанные стандартные (возможны schrick, усилие 943Н).
- Толкатели стандартные (или цельный толкатель, диаметр 35мм).
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию – от стандартного до спортивного с подъемом клапана 13,5мм
ГБЦ 16V
- Диаметр впускных каналов головки блока цилиндров: большой 38мм, маленький 27мм.
- Диаметр выпускных каналов головки блока цилиндров: большой 34мм, маленький 24мм.
- Диаметр впускных клапанов 31мм (32мм).
- Диаметр выпускных клапанов 27мм (28мм).
- Клапаны доработанные, с дополнительными фасками.
- Диаметр стеблей клапанов 7мм (6мм только со стандартными пружинами).
- Верхние клапанные тарелки: возможны различные варианты (в том числе титан).
- Материал направляющих втулок клапанов: бронза (металлокерамика).
- Длина направляющих втулок клапанов больше стандартной при подъеме клапана больше 9мм (кроме втулок из металлокерамики).
- Пружины клапанные стандартные (возможны schrick, усилие 640Н).
- Толкатели – стандартные гидрокомпенсаторы (или жесткий толкатель, диаметр 30мм).
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию – от стандартного до спортивного.
ГБЦ 8V «классика» (задний / полный привод)
- Диаметр впускных каналов головки блока цилиндров: 32мм.
- Диаметр выпускных каналов головки блока цилиндров: 29мм.
- Диаметр впускных клапанов 37мм.
- Диаметр выпускных клапанов 31,5мм.
- Клапаны доработанные.
- Диаметр стеблей клапанов 8 мм.
- Верхние клапанные тарелки стандартные (возможны доработанные под роспуск пружин).
- Направляющие втулки клапанов доработанные.
- Пружины клапанные стандартные.
- Обработка седел клапанов с дополнительными фасками (возможны радиусные).
- Распределительные валы ГБЦ по желанию – от стандартного до спортивного.
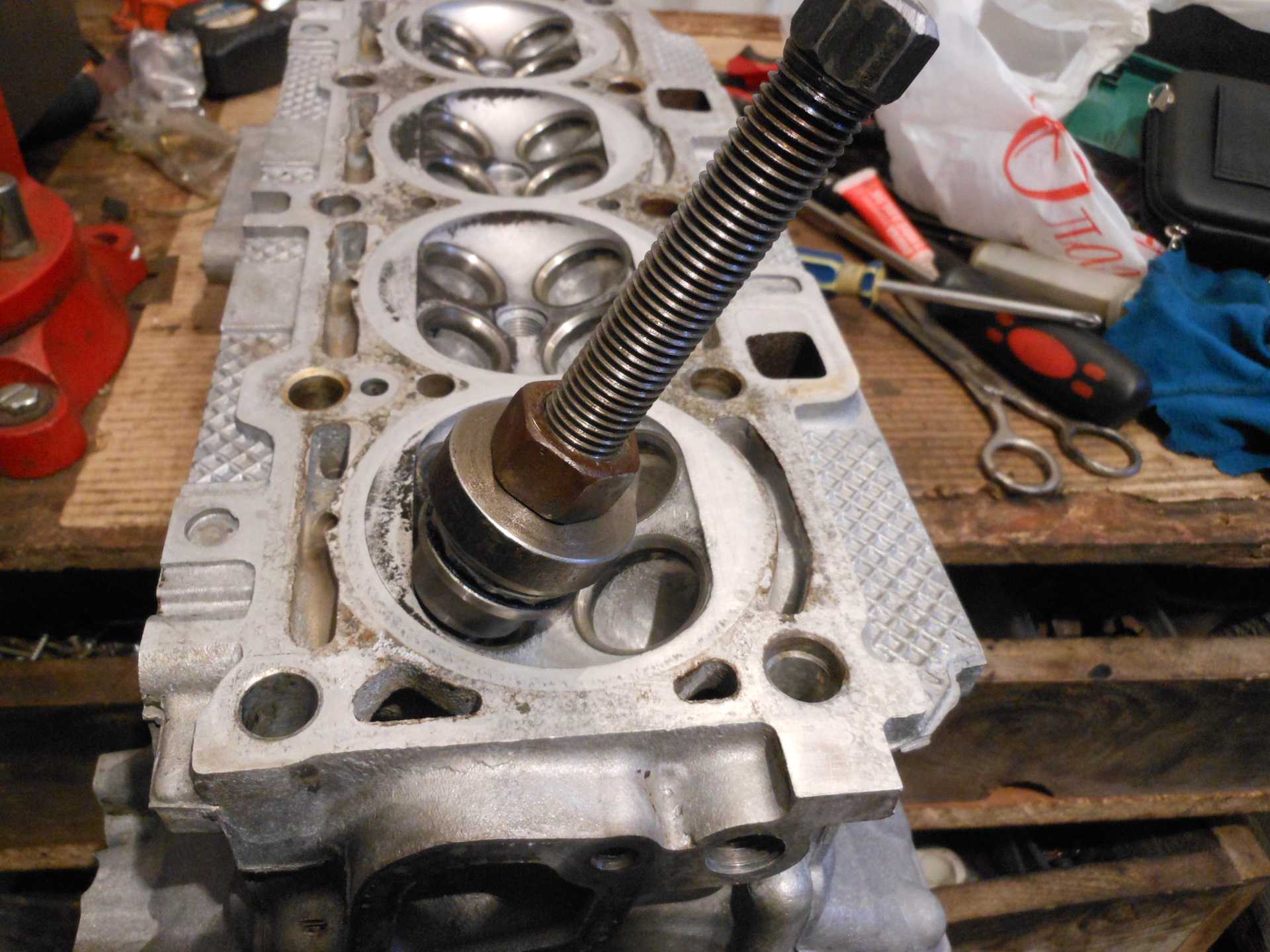
Этапы доработки:
Предварительная расточка сёдел клапанов.
Предварительная расточка сёдел Предварительная расточка сёдел Предварительная расточка сёдел
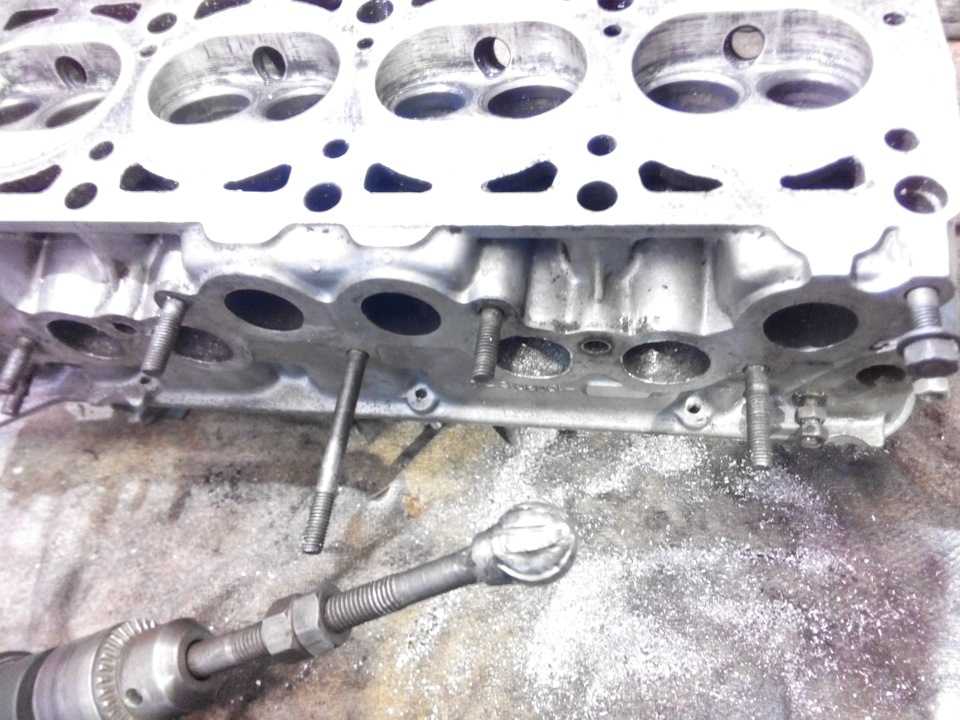
Фрезеровка привалочной плоскости головки блока цилиндров.
Заводская фрезеровка Фрезеровка плоскости. Хорошо видны все дефекты литья Фрезеровка плоскости. Хорошо видны все дефекты литья
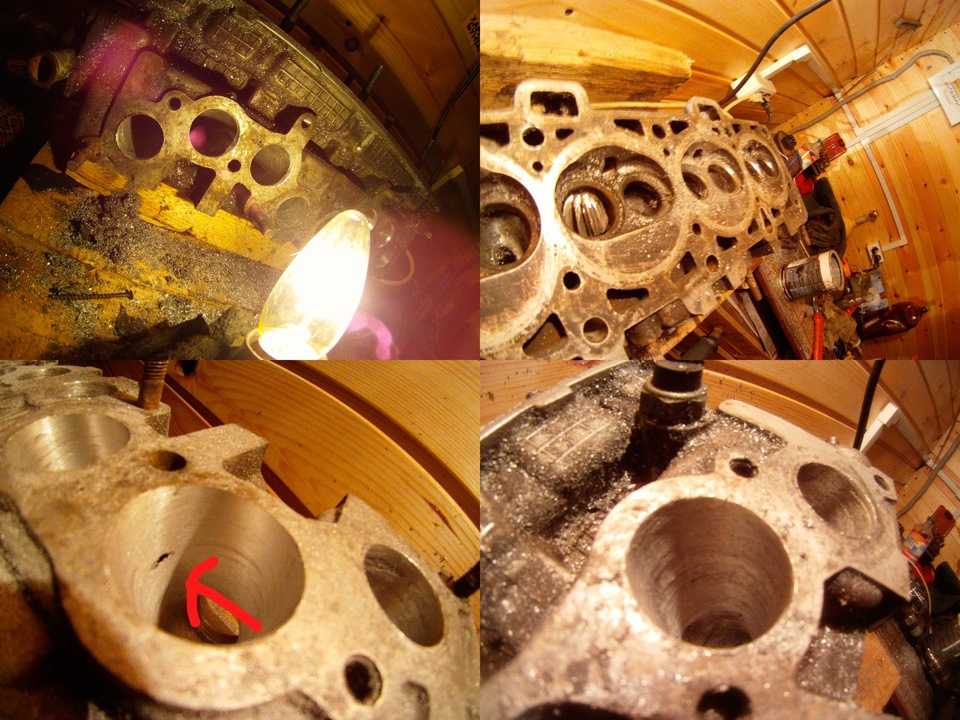
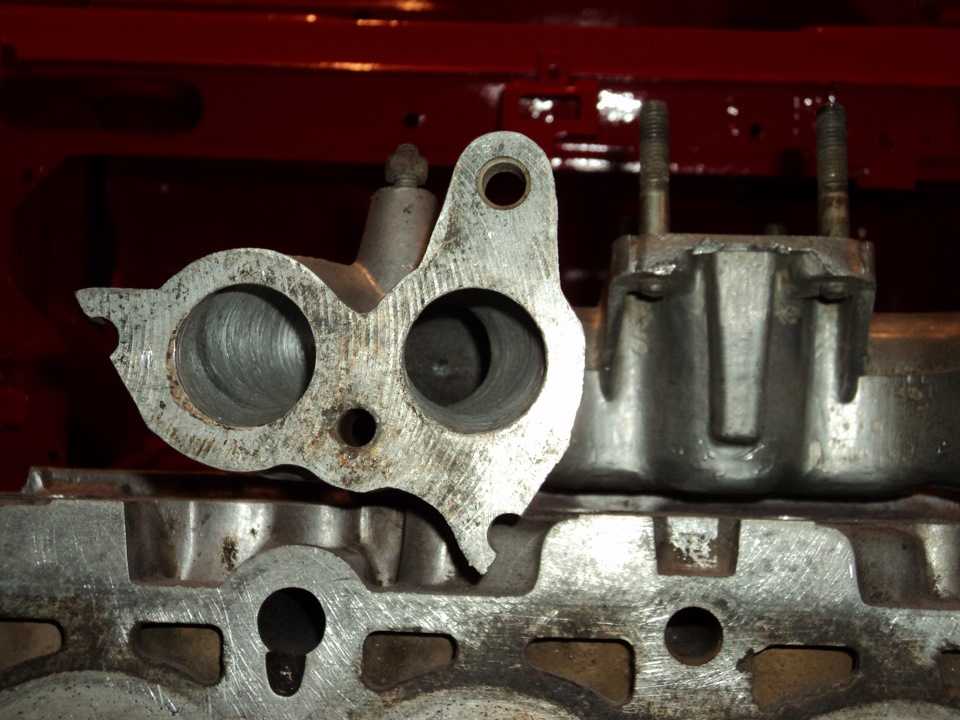
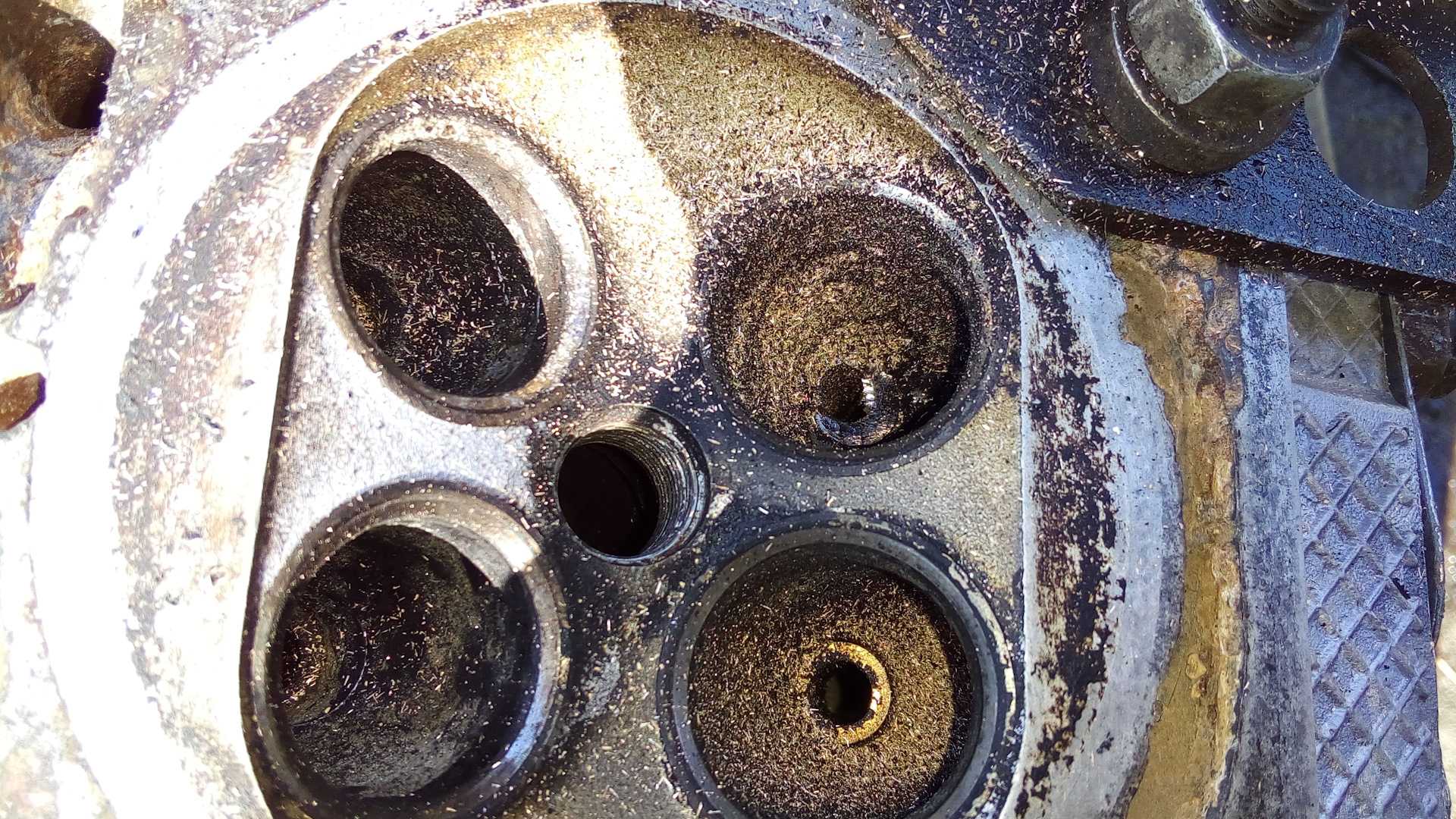
Каналы в ГБЦ до обработки.
Канал в ГБЦ до обработки Канал в ГБЦ до обработки Канал в ГБЦ до обработки Канал в ГБЦ до обработки Канал в ГБЦ до обработки Канал в ГБЦ до обработки
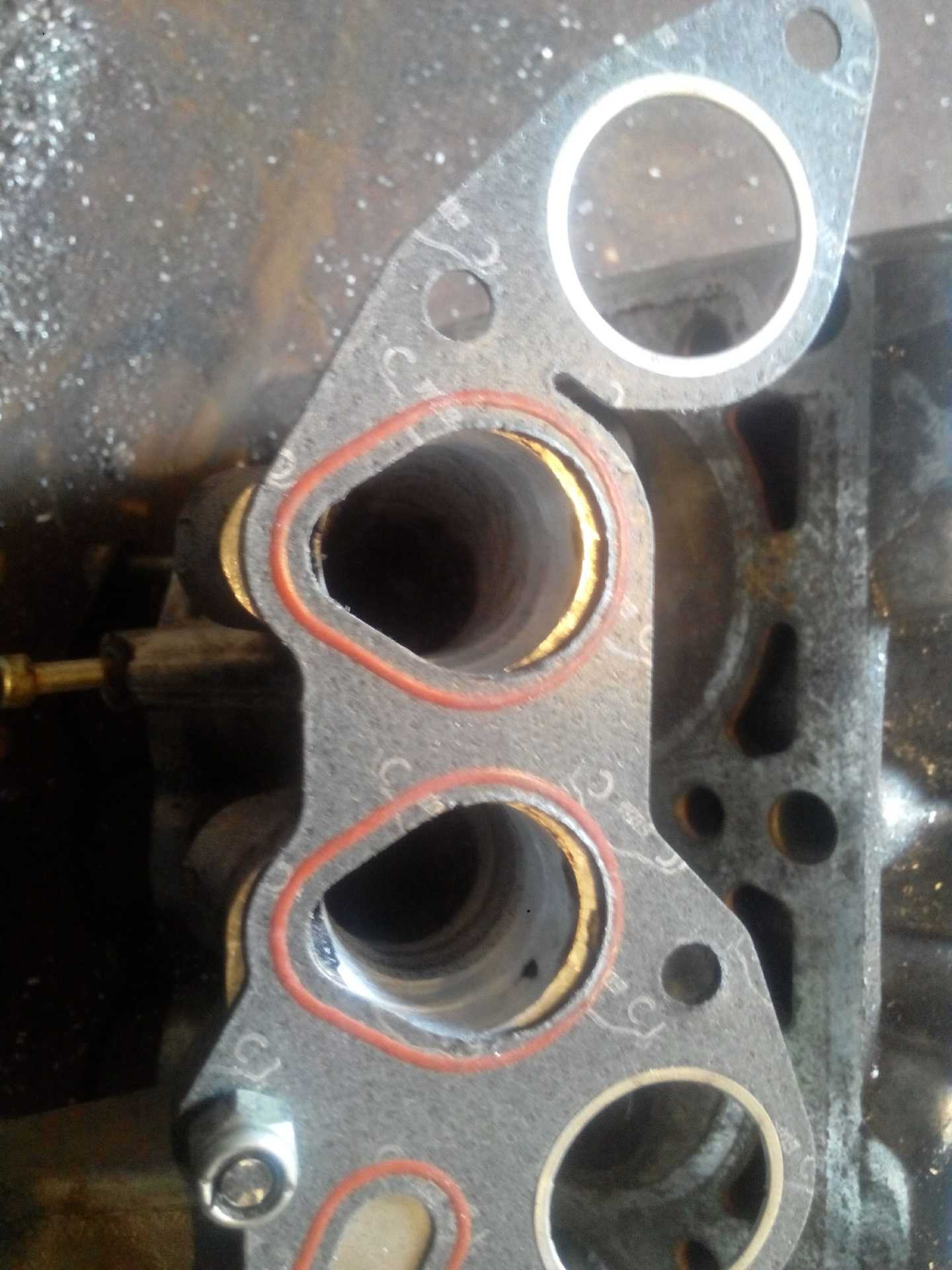
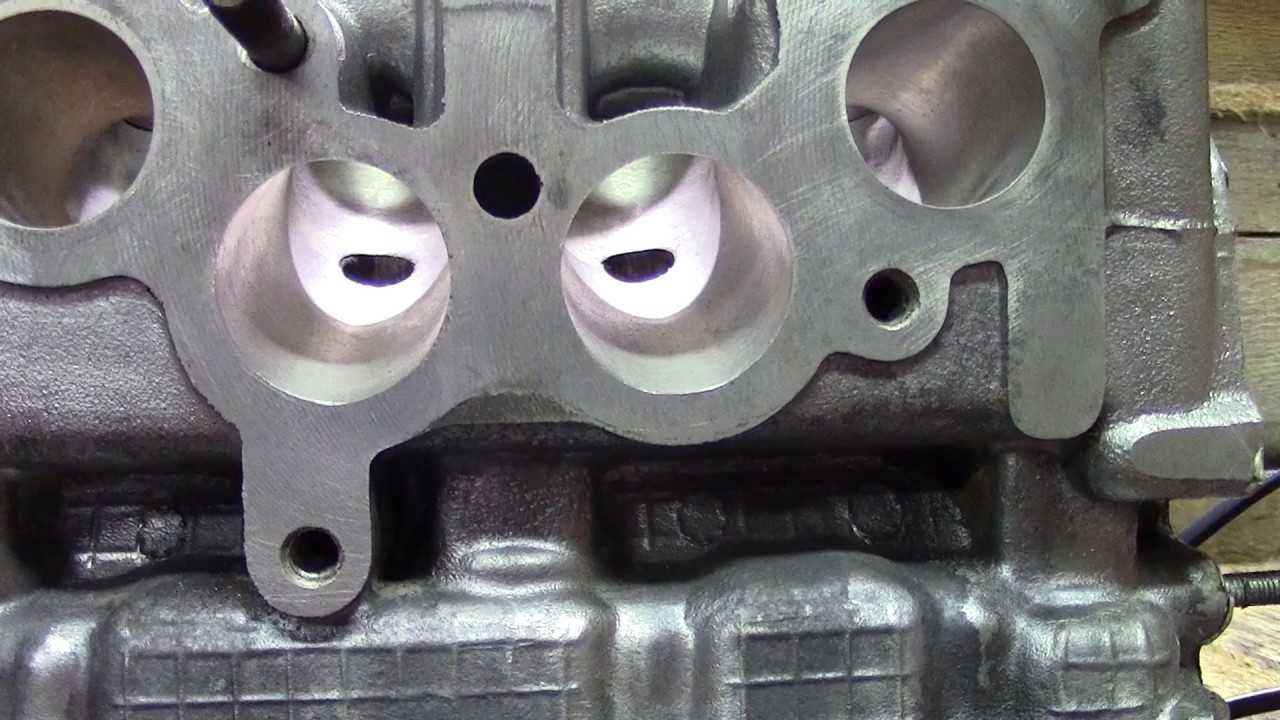
Канал в головке блока цилиндров после обработки фрезерованием.
Канал в ГБЦ после увеличения фрезерованием Канал в ГБЦ после увеличения фрезерованием Канал в ГБЦ после увеличения фрезерованием Канал в ГБЦ после увеличения фрезерованием Канал в ГБЦ после увеличения фрезерованием Канал в ГБЦ после увеличения фрезерованием
Канал в головке блока цилиндров после обработки шлифованием (8V ГБЦ).
Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием
Канал в головке блока цилиндров после обработки шлифованием (16V ГБЦ).
Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием Канал в ГБЦ после обработки шлифованием
Направляющие втулки клапанов увеличенной длины.
Удлинённые направляющие втулки клапанов Удлинённые направляющие втулки клапанов
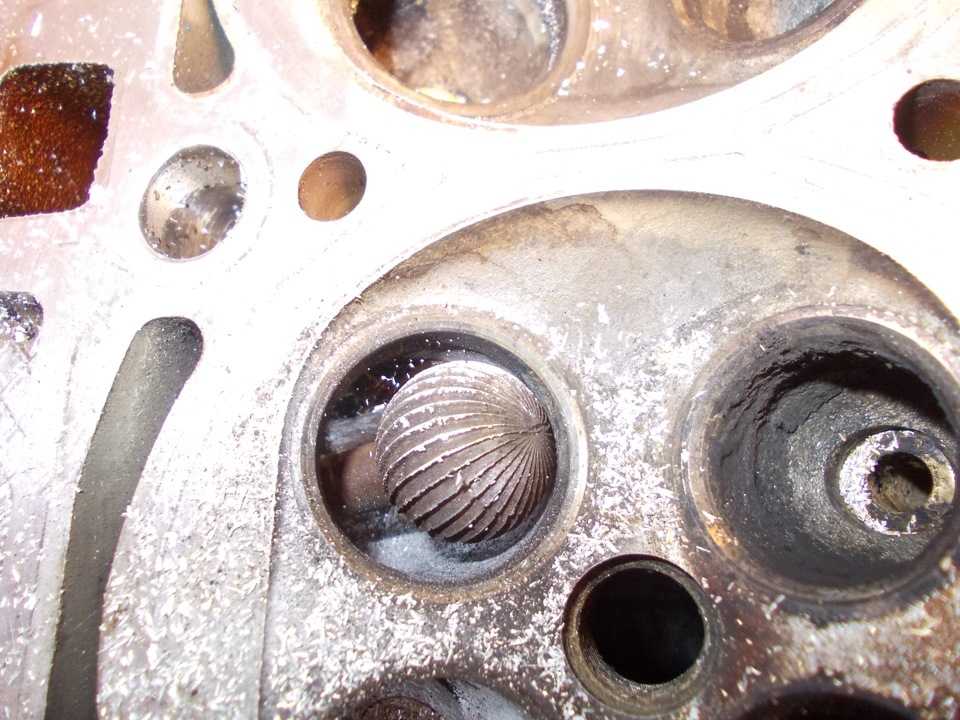
Вариант доработки камеры сгорания в головке (8V ГБЦ передний привод).
Вариант доработки камеры сгорания в ГБЦ Вариант доработки камеры сгорания в ГБЦ
Вариант доработки камеры сгорания в головке (8V ГБЦ классика / полный привод).
Вариант доработки камеры сгорания в ГБЦ Вариант доработки камеры сгорания в ГБЦ
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.







 Объект доработки
Объект доработки
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Как и чем проводится расточка двигателя
Технологическую операцию по изменению диаметра цилиндров выполняют при капитальном, иногда – среднем ремонте. Любители «полировки» асфальта, используют расточку в качестве тюнинга мотора. Изменение внутреннего размера позволяет увеличить объём, а соответственно – мощность силового агрегата.
Чтобы расточить двигатель, необходимо извлечь блок цилиндров из подкапотного пространства и отвезти его на предприятие или в мастерскую, оборудованную специальными вертикально-расточными станками. Это сложная промышленная установка, способная увеличить диаметр внутри блока до требуемых размеров. Внешне она напоминает сверлильный станок, но имеет большие габариты и станину, а вместо патрона для сверла у неё − вращающийся шпиндель, на который устанавливают резец для выполнения расточки.
Срезание изношенной поверхности производят твердосплавными резцами, которые вращаются на шпинделе и имеют медленную скорость подачи, рассчитанную технологами, для получения качественной шероховатости поверхности. Перед расточкой инструмент затачивают, затем выполняют пробный проход на заготовке для того, чтобы убедиться в точности установленного размера.
Диаметр расточки подбирают в зависимости от имеющихся в продаже размеров ремонтных поршней. К этим параметрам добавляют технологический зазор, установленный производителем, и растачивают двигатель.
–>
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.



